・上一文章:装载机过滤液压油时工作泵烧蚀原因及改进措施
・下一文章:奥迪A5轿车出现动态转向系统报警
1.故障现象
起重机的卷扬机通过其卷筒收、放钢丝绳来起吊重物,配置双折线卷筒(也称LEBUS卷筒)的卷扬机,可使多层钢丝绳在卷筒上的排列问题得到改善,延长钢丝绳使用寿命。但是双折线卷筒设置不合理,钢丝绳排列问题没有彻底解决,仍会发生排列不整齐问题。
2.主要原因
(1)钢丝绳偏角过大
双折线卷筒两侧法兰之间的中线必须与定滑轮中心对齐。在此前提下,钢丝绳从卷筒到第1个固定滑轮之间的夹角(即钢丝绳偏角)应在0.5°~1.5°之间、若卷筒距离第1个固定滑轮有20m,则卷筒最外侧钢丝绳与卷筒中部的距离不应大于520mm,即卷筒两侧法兰之间的距离不应大于1040mm。若钢丝绳偏角过大,会造成钢丝绳在卷筒上排列不整齐。
(2)钢丝绳预紧力不够
双折线卷筒多层卷绕的钢丝绳,其第1层钢丝绳排列时必须有足够的预紧力,只有第1层排列紧密后,其余各层钢丝绳才能排列整齐。若第1层钢丝绳排列时空载卷绕,将造成其预紧力不足,在受到第2层钢丝绳挤压后,极易导致钢丝绳局部凸起和碾压,从而损坏钢丝绳。双折线卷筒排列钢丝绳的预紧力应为其额定载荷的10%左右。
(3)卷筒加工存在偏差
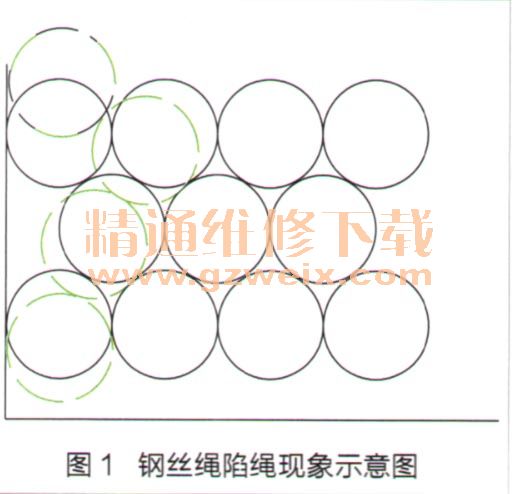
若双折线卷筒加上存在偏差,特别是卷筒侧面法兰的钢丝绳爬升平台与钢丝绳层间过渡处配合存在缺陷,将造成钢丝绳在排列时产生陷绳及爬绳问题,从而引起上层钢丝绳排列不整齐。钢丝绳陷绳现象如图1所示。
3.分析与处理
双折线卷筒钢丝绳排列不整齐的3个原因中,第1, 2个比较容易处理,本文主要针对较难处理的陷绳或爬绳现象进行深入分析,以便彻底解决钢丝绳排列不整齐问题。
(1)爬升平台
卷绕多层钢丝绳的双折线卷筒,其钢丝绳需从下层爬升到上层。爬升前,下层钢丝绳排列是否整齐,直接影响上层钢丝绳的正常排列。根据实际使用情况,做到钢丝绳爬升正常的关键是钢丝绳爬升平台。该爬升平台外形尺寸必须与钢丝绳的卷绕配合良好,方可保证多层钢丝绳排列整齐。
双折线卷筒钢丝绳绳槽展开示意图如图2所示。图2中可清楚看出双折线绳槽在圆周上的布置位置,阴影部位是引导钢丝绳爬升的平台,该爬升平台的高度和宽度随着钢丝绳卷绕角度进行动态变化。
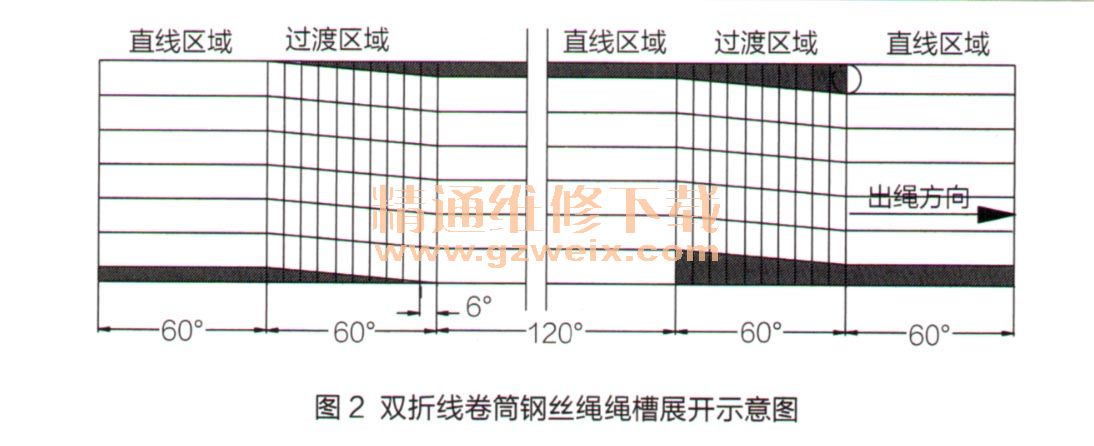
根据钢丝绳直径的不同,其爬升平台的设计尺寸也有所不同。以直径为26mm的钢丝绳为例,卷筒上的绳槽直径为27.15mm,钢丝绳爬升高度与卷筒旋转角度对应关系如附表所示。从附表可以看出,当卷筒旋转角度为60°时,钢丝绳爬升高度为13.57mm,该爬升高度为卷筒上绳槽直径的1/2。当下层钢丝绳卷绕到此处时,由爬升平台将其抬高至上层钢丝绳的卷绕高度。若钢丝绳爬升平台不符合上述要求,应进行修整。

随着钢丝绳使用时间的增加,其直径会有所减小,钢丝绳与爬升平台的配合就会产生变化,钢丝绳卷绕时很容易引起排列不齐。这是因为重载时在预紧力的作用下,上层钢丝绳会挤入下层钢丝绳,造成钢丝绳磨损增大。若钢丝绳直径变细,应更换相同规格的新钢丝绳。
(3)卷筒法兰间距有误差
钢丝绳排列不整齐,与卷筒法兰内侧宽度误差有直接关系。卷筒法兰内侧宽度误差造成钢丝绳排列不整齐示意图如图3所示。
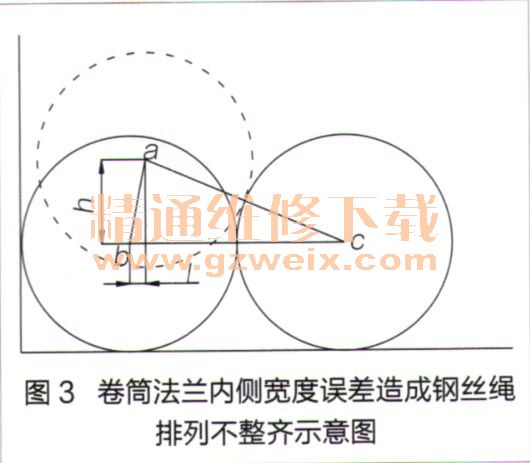
从图3中可知,厚度L和高度h之间的关系如式1所示。

式中:L----卷筒法兰内侧宽度误差,
d----钢丝绳直径,mm;
h----相邻2圈钢丝绳中心高度偏差,mm。
我们实测某卷筒法兰内侧钢丝绳高出相邻钢丝绳3mm,按公式计算得出卷筒法兰内侧宽度误差L为0.17mm。由于该误差很小,可选择打磨卷筒法兰内侧的方法进行修复,修复后钢丝绳排列整齐。
在施工现场,我们很容易根据卷筒尺寸和钢丝绳直径,测量其是否符合上述比例关系,再根据钢丝绳实际排列情况,找出引起排列偏差的原因,并选择打磨或堆焊方法对卷筒法兰进行修补。处理钢丝绳排列不整齐问题,关键是找到确切原因,这样处理起来就比较容易。





