・上一文章:我国农机化发展存在的问题及措施
・下一文章:设计农用柴油机缸盖水路泄漏检测试验机
本文简述铸铁焊接中的难题、缺陷及常用方法,着重阐述铸铁冷焊工艺过程中,为焊接成功而采取的一些行之有效的措施,给铸件焊接生产实践提供一定的指导作用。
0引言
铸铁是一种生产成本低廉且具有许多优良性能的铸造金属材料。与钢相比,铸铁虽然在力学性能方面较差,但有优良的耐磨性、减震性、铸造性和可切削性,而且熔化设备和生产工艺较简单,涉及到机械、矿工、冶金、农机、轻工等部门,在工业生产中得到广泛的应用。铸铁零件在机械设备中往往是基础部件,据统计,若按重量百分比计算,铸铁件在汽车制造业中约占50% -70%,在机床和重型机械制造业中约占60% -90%,在农业机械中约占40%-60%,对铸件及时进行焊修和焊补,有很高的社会效益和经济效益。因此,国家经委、计委将“铸铁冷焊”工艺列为国家“七五”期间重点推广的新技术项目。
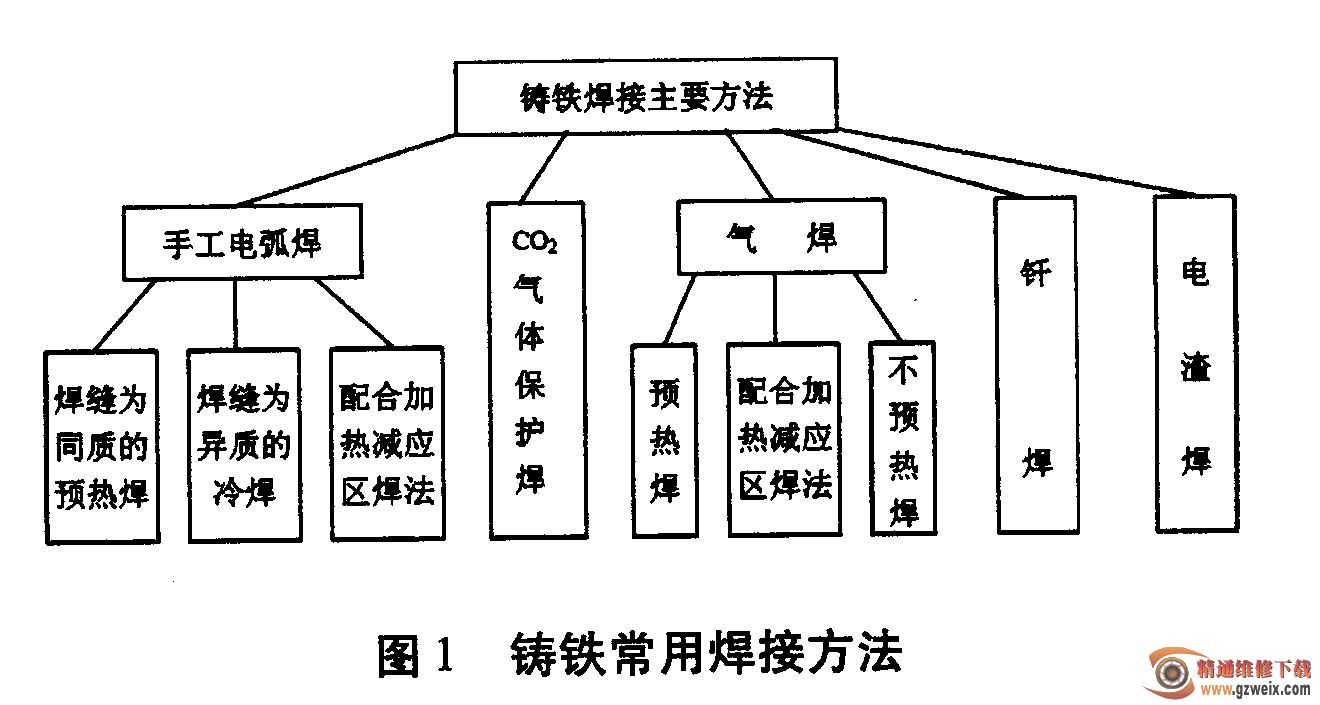
过去,焊接铸铁必须进行预热,生产周期长,工作条件差,生产成本高,在预热及缓冷过程中都可能导致工件变形甚至破裂。随着新的焊接材料和新工艺的研制,逐渐过渡到常温下进行施焊,即铸铁冷焊。所谓冷焊,是指焊接热过程的平均温度所形成的热应力小于铸铁的弹性极限。通常来说,焊件的平均温度低于100℃,热应力就小于弹性极限。冷焊铸铁控制的热影响区越大,热应力越小,焊接的成功性越高。但由于铸铁材质复杂,其组织结构又直接影响到焊接性,所以,铸铁冷焊仍是一个很复杂的焊接工艺。对不同材质、不同组织、不同薄厚的铸件,每个铸件的不同损坏部位、不同焊缝的技术要求、焊条的选择及焊接工艺设计都不一样。因此,继续推广铸铁焊接工艺将是今后的一项艰巨任务。根据对铸铁焊接的主要要求(焊后加工性、致密性、焊缝金属颜色与母材的配合、焊接接头强度及焊接成本等)及焊补对象的不同(铸铁的材质、铸件壁厚、焊接部位的拘束度、缺陷种类、焊后使用要求等),目前常用的铸铁焊接主要方法如图1所示。
1铸铁焊接缺陷产生原因
铸铁化学成分上的特点是碳、硫和磷杂质高,其力学性能的特点是强度低,基本无塑性。碳、硫和磷杂质含量高增大了冷、热裂纹发生的敏感性,强度低进一步增大了焊接接头裂纹的敏感性,这两方面的特点决定了铸铁的焊接性不良。其主要问题:焊接接头易出现白口及淬硬组织;焊接接头易出现裂纹;产生夹渣和气孔;熔合性差。分析认为,在铸铁焊接过程中,产生缺陷的主要原因如下:
(1)铸铁中含有较高的C,S,P元素,在焊接中熔化到焊缝参与冶金反应。由于含C量高,在快速冷却时极易产生马氏体、渗碳体,结果增加了焊缝金属硬度。S,P元素,尤其S元素是强白口化元素,这又大大促进了白口组织的生成,导致切削加工困难,同时又增加了裂纹产生的可能性。
(2)铸铁塑性差、抗拉强度低,在焊接应力下不能通过塑性变形来松弛焊接应力,极易在生成的白口及淬硬组织这类低应力破断材料中形成裂纹。
(3)铸铁在冷焊过程中,焊接接头的温度梯度大,金相组织变化大,灰铸铁与白口组织之间的界面薄,线胀系数差距大,极易在界面处产生较大的剪切应力,进一步增大了裂纹产生的可能性。
(4)铸铁含碳量高,碳在焊接过程中被氧化,易产生CO气孔,铸铁中大量石墨的存在使组织疏松,在使用过程中,油、水等的极易渗人,又为焊接中形成气孔创造了条件。
(5)熔焊过程中,尤其冷焊时,温差较大,又大多采用异质金属材料进行焊接,故焊接材料与母材熔合性较差。





