・上一文章:加强零件清洗效果保证拖拉机维修质量
・下一文章:低压降损措施
摘要:必须对普通车床结构、传动路线、运动、加工范围、数据表格和刀具六方面熟练掌握,才能加工出合格工件。
普通车床加工是金属切削加工的基础,通过理论和实习训练,必须从以下六个方面进行较深入的理解认知,并掌握相关操作技术,才能为数控机床加工打下坚实的基础。这六个方面的知识是:普通车床的结构、传动、运动、加工范围、数据表格、刀具。下面以大连产普通车床CDE6140A x 1000为例进行讲述。
1 普通车床的结构
(1)主轴箱。支撑主轴并通过三爪卡盘等夹具带动工件作旋转运动;其上有4个手柄,通过2个手柄配合实现24个正转速度和12个反转转速。
(2)挂轮箱。箱内3轴,4个齿轮;更换这4个齿轮,配合进给箱变速机构,可以拓展螺纹导程和纵横向进给量。
(3)进给箱。进给传动系统的变速机构,经光杠或丝杠(二者相互否定)传递给溜板箱,其上有4个手柄。
(4)溜板箱。接受光杠(或丝杠)传递来的运动,通过手柄和快移机构实现车刀的纵横向运动。
(5)刀架部分。床鞍、中滑板、小滑板和四方刀架等,完成纵向、横向、斜向和曲线运动。
(6)尾座。安装床身导轨上,和床鞍不一样的导轨;安装后顶尖,支撑较长工件;装钻夹头、丝锥或铰刀进行孔的加工。
(7)床身。支撑连接车床各部件。
(8)床脚。支撑床身,安装床身上的各部件;通过垫块和地脚螺栓调整车床为水平并固定。
(9)冷却系统。冷却泵通过冷却管、喷嘴将切削液喷射到切削区域。
2 传动路线(如方框图所示)
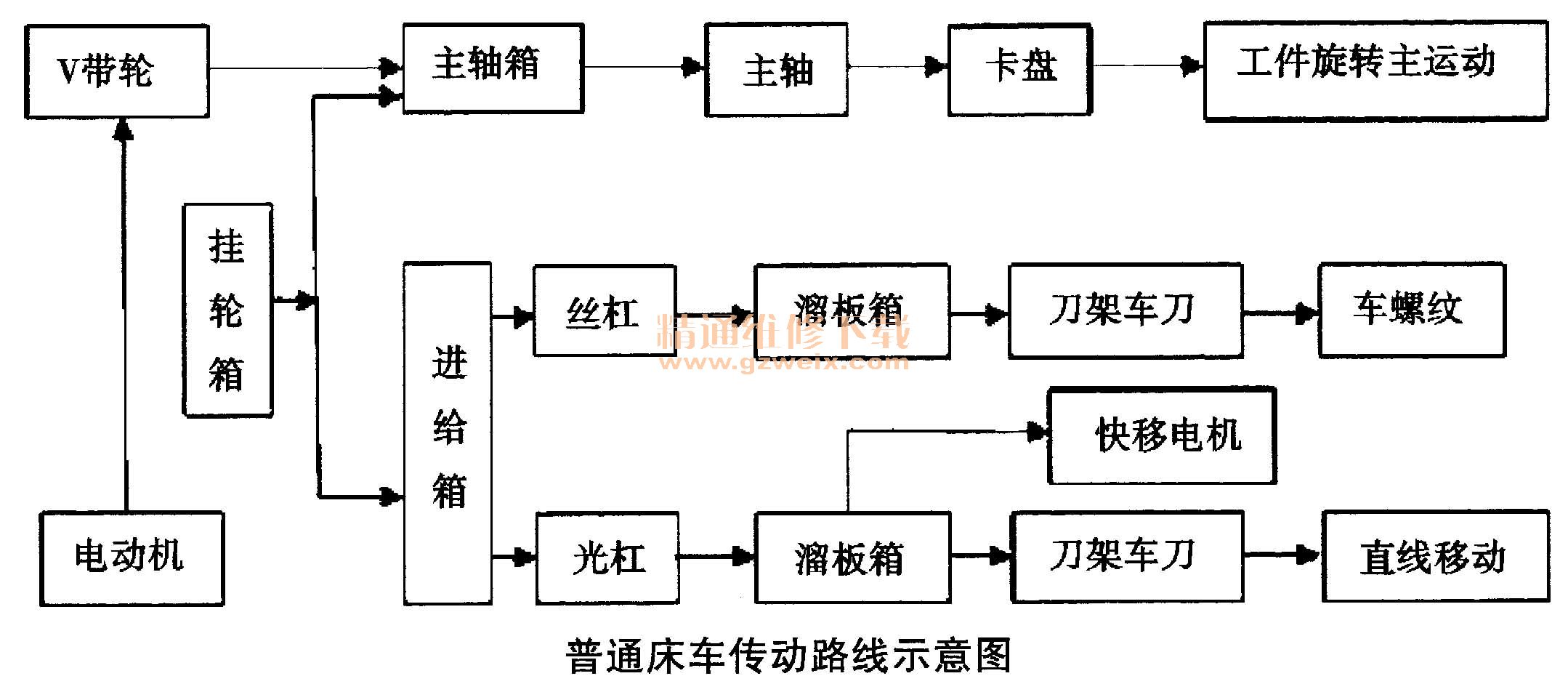
普通床车传动路线示意图
3 运动
普通车床车削时,工件的旋转运动是主运动;车刀的运动是进给运动。主运动速度较高,消耗车床的主要能量;进给运动速度较低,保证工件上多余材料不断去除。在车削运动中,工件上会形成已加工面、过渡表面和待加工面。车刀主切削刃上选定点的线速度为切削速度Vc,刀具移动的进给速度f,已加工表面和待加工表面之间的距离为被吃刀量ap,这三者叫切削三要素。





