・上一文章:大众新朗逸OBD灯点亮故障检修
・下一文章:购买二手拖拉机时要注意的事项
摘要:轴类零件的加工是机械加工中常见的制造形式,利用数控车床进行轴类零件的批量加工能够很大程度的提高生产效率,同时提高复杂零件的加工质量。通过对轴类零件加工工艺分析过程的介绍,举例说明了指定轴类零件的工艺制定过程,并对该零件进行了数控仿真加工,以保证工艺和编程的正确性。
数控加工技术主要是在传统机械加工的基础上,结合计算机辅助工艺技术和计算机辅助制造技术形成的新的机械加工方法。与传统加工相比,其在批量生产的加工效率与加工精度上都有明显优势。轴类零件作为机械行业中最常加工的零件之一,它在传动和支撑等方面起着重要的作用。
在使用数控车床加工轴类零件时,最后的加工效果受工艺和程序编制的影响很大,而轴类零件的工艺分析与制定是数控加工的基础,无论是进行手工编程还是计算机的自动编程,都必须在编程之前完成轴类零件的工艺分析以及制定。如果工艺分析和设计不合理,很可能导致编程的复杂性和工作量成倍增加,增加加工过程的消耗甚至出现加工差错。因此,合理的工艺分析是数控加工的必要环节,同时为提升数控加工质量,减少试制零件的材料及时间消耗,采用先进的仿真加工技术进行零件加工的虚拟验证也是十分必要的。
1 数控加工中工艺分析的方式及示例
1.1数控工艺分析特点及方法
通常情况下工艺分析在明确需加工零件的材料、尺寸热处理方式等前提下,重点的工作还是根据零件的特点,确定零件加工的步骤和先后过程,为后续的编程和加工提供基础性的支持。
首先,根据设计人员提供的图纸,分析并初定加工尺寸及刀具的起始加工点,分析确定零件的各加工尺寸是否充分。通常情况下,机械设计人员的尺寸标注以配合零件的尺寸对等为依据,其余尺寸采用分散式的重点标注法,这些标注有利于快速读懂图纸,但可能并不适合于数控加工编程使用。由于数控车床采用了高精度的控制模块,其在加工的过程中不易产生很大的累积误差,因此,数控加工通常以同一基准进行尺寸标注与设计,以减缓数控编程的复杂性,同时又有利于保持设计基准、工艺基准、测量基准与编程基准点的一致性,因此在选取基准点时应注意尽量减小基准点导致的加工误差,同时有利于编程和测量。其次,考虑工艺尺寸的合理性。由于轴类零件在设计的过程中,为避免应力集中,可能会设计过度圆弧,这就要求数控车床在完成直线加工的过程中充分考虑刀尖半径的大小,注意预留圆角的加工余量,以免出现过度切削或欠切削的现象,若出现这种情况,可以考虑使用刀尖半径自动补偿的方式予以解决。
1.2数控加工工艺设计举例
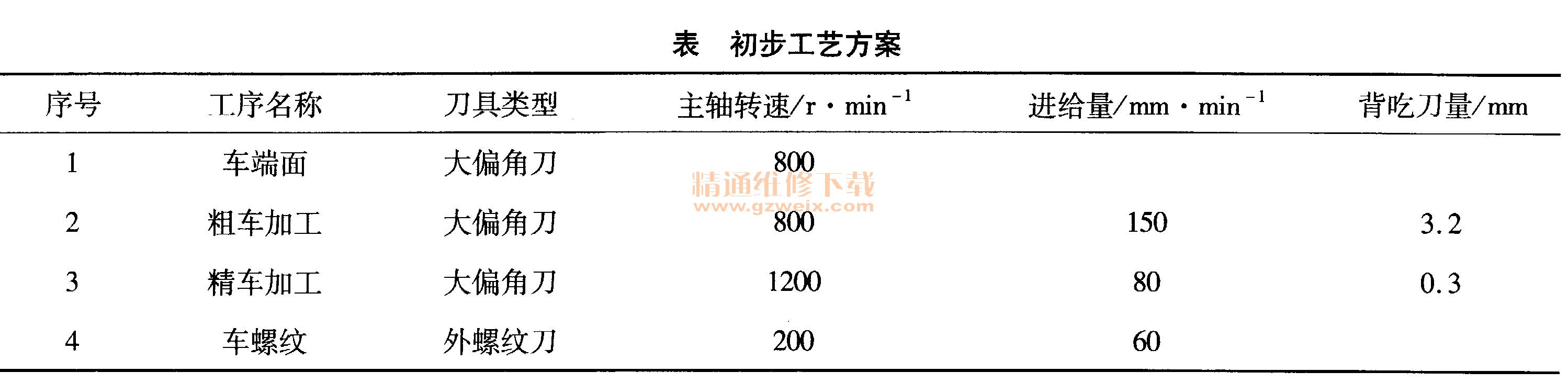
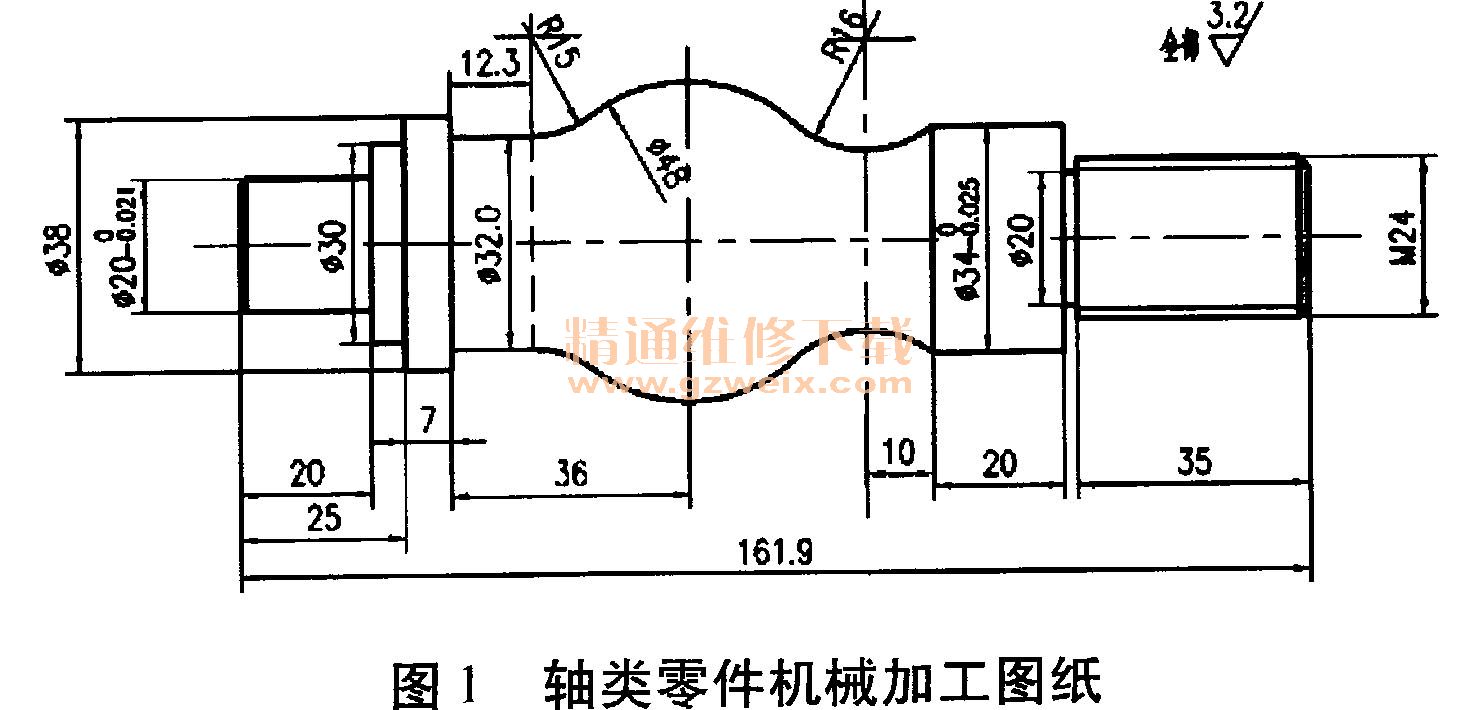
以数控车床加工图1所示的轴类零件为例,选取的毛坯材料是材质为Q235的055 mm圆钢。由于此轴类零件包含了圆柱、球形、圆弧等多种形状,为更好地完成零件的加工,需进行详细的工艺分析并确定加工方案,此零件可通过一次装卡完成整体加工过程,为保证加工过程的稳定性,采用一夹一顶的固定方式,初步的工艺方案如下表所示。
1.2.1装夹方式的选择
对于圆钢材料的装夹,使用数控车床上最常使用的三爪卡盘即可完成,同时为了避免在加工的过程中产生不同部位的加工误差和加工振动,使用一夹一顶的方式进行固定更为合理,这在自动进给料和批量生产一致性上有更好的质量保证。
1.2.2刀具的选择
数控机床与普通机床相比,对于刀具的选择与使用更为严格,不仅要求刀具具有良好的刚性,同时在精度、稳定性、耐用度、排屑性等方面都有较高的要求,而且还必须便于调整、便于更换。因此选用主偏角93°、副偏角55°的大偏角刀进行零件的主体加工,在保证加工精度的同时,还能有效避免圆弧位置的过切现象。
1.2.3刀具加工更换位置的选择
在确定了一夹一顶的装夹方式后,可以通过确定工件的原点来为加工过程建立坐标系,也就是说,想要通过数控加工来制造零件,就必须要确定刀具在加工前与零件的相对起始点,在实际加工中,起始点即原点的位置要通过自动对刀来确定,因此,起始点又称作对刀点,对刀点的选择要符合以下几项要求:(1)有利于简化编程程序且便于数值的处理;(2)对刀的过程中易于找正;(3)对整个加工过程造成的误差小。在图1所示零件的加工中,对刀点的选择位置为右侧端面与中心轴线的交点处,这样既满足了上述的三点要求,又易于避免换刀过程中与零件产生的干涉,一举多得。
1.2.4刀具切削量的分析与选择
在数控加工的过程中,程序编制人员必须明确每一道工序的切削用量,并按照标准形式编写到程序之中,切削量的具体参数包括了切削速度、进给速度、背吃刀量二方面,对于粗加工及精加工的过程,或是不同的加工条件都要设计不同的切削量参数,好的切削参数选择有利于提高零件的加工精度,提升表面光洁度,同时增加刀具的使用寿命并提高生产效率。
(1)切削速度的选择。数控车床的切削速度应根据零件直径和车床允许的车削速度综合考虑,图1中需加工的零件为Q235材料,为碳钢材料加工,因此选择粗加工的速度为800 r/min,精加工的速度为1200 r/min,最后使用外螺纹刀加工螺纹,由于标准螺纹的加工过程车削量较大,排屑较多,可考虑选用200 r/min的切削速度进行加工。
(2)进给速度的选择。进给速度是数控车床加工过程中的另一个重要参数,它主要依据零件的精度要求、表面粗糙度要求、工件材料等因素选取,由于机床性能的不同,每个车床的许用最大进给速度也各不相同,通常来说,粗加工的过程选择较快的进给速度,以利于快速去除毛坯余量,而精加工为保证优秀的表面粗糙度和精度,通常选择较慢的进给速度。
(3)背吃刀量的选择。通常情况下,背吃刀量的选择应接近或等于工件的加工余量,这样有利于减少数控车床的走刀次数,提高机械加工的生产效率,但由于受限于机床条件、工件材料的硬度等影响,通常采用粗加工大背吃刀量进行,并预留0.2~0.5 mm的精加工余量,以保证零件加工的表面质量。





