・上一文章:宝马7系行驶中OSC灯报警
・下一文章:使用道通MS906S进行2073年上海大众帕萨特大灯匹配
2.热修复
当铝合金板件发生较严重变形时,必须利用加热的方法增加铝板的可塑性。如果不加热,施加校正力后会引起铝板开裂。但由于铝熔点较低(通常为660℃)、如果加热过量会造成铝材变形或熔化,所以在对铝板进行加热时,应用红外线测温仪监控温度。可用丁烷或乙炔焰加热,也可用电热风枪进行加热(图8),加热温度控制在120~150℃。

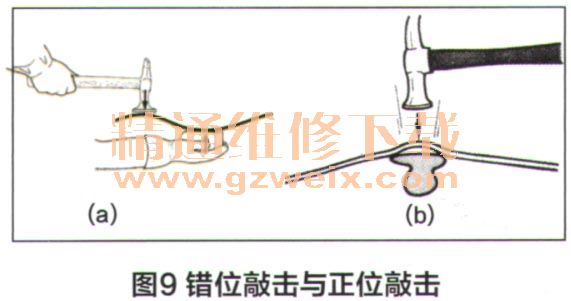
(1)由于铝材的可延展性较强,在受到碰撞后很难恢复到原来的形状和尺寸。修复时维修技师可使用木锤或橡胶锤进行错位敲击,以减少铝材的延伸,如图9所示。同时必须正位敲击、多次的轻敲,否则将会加重铝材的损伤程度。
(2)在铝合金面板修复时也可使用铝整形机对损伤部位进行校整,在修复到位后使用专用工具将介子栽焊螺杆齐根剪下(图10),打磨平整即可。

(3)焊接介子片,对变形区域进行拉拔。铝合金面板碰撞变形后受加工硬化的影响很难二次成型,如果强行修复会使损伤部位出现裂纹甚至发生断裂,所以铝板件仅适用于绷紧状态下的控制拉拔,不可以使用冲击工具,如飞行锤、滑锤,但可配合使用组合工具对变形区域进行整体拉拔(图11)。

(4)当铝合金面板发生延伸时可采取热收缩的方法进行处理。操作时应缓慢冷却收缩部位,不可使其急速降温,从而避免过度的收缩造成板材变形,在这里使用铜触头要比碳棒好些。另外,铝板修复时禁止使用钢质车身修理时所使用的收缩锤或收缩垫铁,以免造成损伤部位开裂。
四、铝车身结构件维修方法
1.焊接
以FroniusTPS2700焊接设备为例(图12),使用的保护气体为纯Ar、Ar+(20%~90%)He;使用铝合金焊丝4043(AI-Si),用于AI-Si和AI-Mg-Si系(6061、6082等)、铸铝和锻铝合金之间的MIG和TIG焊等。5356(AI- Mg-Si)使用AI-Mg系(Mg<5%)合金的MIG和TIG焊。

2.粘接
铝车身的构件大部分是通过粘接或粘接、铆接共用的方式连接在一起的。维修用的胶水一般为双组份结构胶,胶水除了起到连接作用外,还具有防腐、密封的作用。打胶前需对板面需进行清洁、打磨处理。
3.铆接
在进行铝车身零件的粘接、焊接、铆接时,为了连接不能进行点焊的材料通常会使用铆接,因此其作用非常重要。铆接方式一般分为拉铆、压铆两种,铆钉的种类分为抽芯铆钉、空心铆钉、实心铆钉、沉头铆钉及不锈钢抽芯铆钉等。在铝车身修复中,常用的铆接工具一般为自冲式铆接机和拉铆枪,使用铆钉进行铆接的示意图如图13所示,自冲铆钉连接原理图如图14所示,铆接后效果图如图15所示。

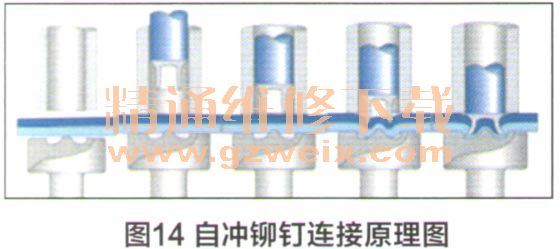

自冲铆钉技术原理及流程:压边圈首先向下运动对铆接材料进行预压紧,以防止材料在铆钉的作用力下向凹模内流动,而后冲头向下运动推动铆钉向下刺穿上层材料。在凹模与冲头的共同作用下铆钉尾部在下层金属中张开形成喇叭口形状以便锁止达到连接目的。
铆接两层相同金属材料时,将较厚的放在下层;铆接两层不同金属材料时,将塑性好的材料放在下层;铆接金属与非金属材料时,将金属材料放在下层。
五、国内铝车身维修现状
1.铝合金在车身上的使用率不算高,仅在几个高端品牌中有大量使用。
2.各个拥有铝合金维修技术的品牌厂家对技术存在保密的现象,铝合金维修技术没有完全被推广。
3.各个使用铝合金材料的汽车厂家对铝合金的维修方法存在差异,对铝合金的维修技术没有形成共识。
4,车身维修技师的理论水平普遍不高,对铝合金材料的物理性能、化学性能认识不够彻底,在维修过程中往往不够严谨,不能按正确的方法开展维修工作。
5.关于铝合金维修的技术资料C乏,维修技师即使想从图书或网络上摄取知识,技术性的文章也是干篇一律,内容不够全面、深入。
6.铝车身维修用的设备、工具不够全面,有些维修企业即使有一部分设备,也存在维修工不会使用的现象。
7.部分维修工对于车身铝合金类的部件只换不修,使得车主或保险公司的维修成本非常高。
六、总结
针对我国铝车身的修复现状,未来铝车身的修复应该从以下几个方面着手。
1.加强对维修技师的技术培训工作,让铝合金维修技术得到推广。
2.加强汽车保险公司人员的技术培训,让保险公司人员认识到铝合金板件在很多情况下不是只能更换,从而使其对维修企业从技术角度提出要求。
3.从源头入手培养专业的铝车身维修人才,各院校应加大对铝车身修复的重视。


")


