2.塑料零件修理方法
(1)塑料件的热矫正
大多数的汽车车身塑料件都具有良好的弹性和柔性,当受到冲击、挤压等机械损伤时,一般都会以弯曲,扭曲或弯扭变形共存的综合变形出现,对变形的热塑性塑料,可采用热矫正的方法使变形得到恢复。
车身防撞条,前格栅、仪表板、电器操纵箱等用丙烯晴-丁二烯一苯乙烯共聚物制成的
ABS塑料,具有强度高、成形性好和二次加工容易等特点,这种材料变形时都可通过热矫正修复制件。
对热塑性塑料件进行热矫正时,先将变形的塑料件在50℃左右的温度下加热一定时间,当塑料件趋于软化后用手将变形处恢复原状,如图4所示。对局部小范围变形,可用热风枪对变形部位进行加热来矫正。
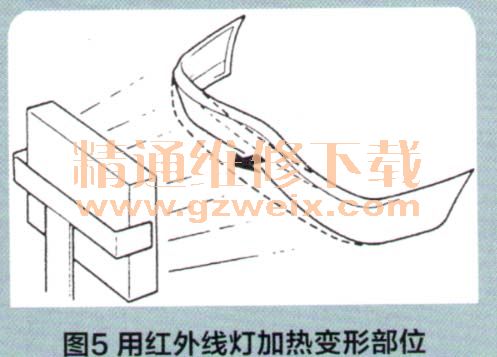
如果变形较大应使用红外线烘干灯加热变形部位,如图5所示。红外线灯加热效率高、升温快,当塑料件稍有变软时,立即对变形部位进行按压矫正。如果变形面积较大,为了获得良好的外观,可以借助辅助工具如光滑的木板等。使用红外线烘干灯时要注意控制塑料件的受热温度,一般应以50~60℃最好,最高温度不能超过70℃,避免产生永久性变形。完成矫正后,应在原处慢慢恢复到常温状态。不要采用强制冷却或过早移动,避免构件发生整体变形。

(2)热空气塑料焊接
塑料焊接时塑料焊条只在表面软化,芯部仍维持原状。焊接完毕后焊条的形状没有多大变化。塑料焊接时,在对焊件和焊条加热的同时,向焊条施加压力,使焊条进入焊区并形成永久结合。塑料在焊接时只是焊缝两侧有熔流带,中部与焊条原有形状一致,图6所示为手工塑料焊接示意图。

除手工塑料焊接外,也可选用热空气塑料焊机来焊接。热空气塑料焊机由空气压缩机提供气源,采用电热元件加热空气(230~340℃),热空气通过焊嘴喷到塑料上。大多数热空气塑料焊机使用的焊嘴工作压力为21kPa,典型的热空气塑料焊机如图7所示。

热空气塑料焊机的焊炬连同焊条一起使用,焊条的直径通常为5mm。焊接时塑料焊条必须和所要焊的塑料材质相同,这样才能保证焊接后的塑料具有适当的强度、硬度和柔韧性。根据焊接的不同要求可选用不同的焊嘴,塑料焊炬的焊嘴类型及用途可见表3。

使用热空气塑料焊机,应严格按使用说明书正确操作,以免不当操作造成热空气塑料焊机的损坏。热空气塑料焊接的程序大致如下:
①把焊机的焊接温度调节至适当值。
②清洗塑料零件并擦干。
③在损伤部位开V形槽并清洁,切不可使用清洁剂清洁。
④在损伤部位一侧斜切宽约6mm的斜坡。
⑤对损伤部位进行定位焊或用铝质胶带粘贴好。
⑥选用最适合于损坏件材料的焊条和焊嘴。
⑦焊接深度应进入基底材料厚度的75%,焊好后冷却凝固硬化处理约30min。
⑧磨削焊缝至适当的轮廓。
上一页 [1] [2]



")

")