・上一文章:大众途观空调不制冷、需熄火后重新启动才能恢复
・下一文章:浅谈长安福特翼虎智能四驱系统技术
2.2定位钉的设计
在用支撑钉对组焊零件支撑后,必须对组件上的进液管与排气管的位置进行定位,以保证正确的焊接位置。2个管件如图6所示。
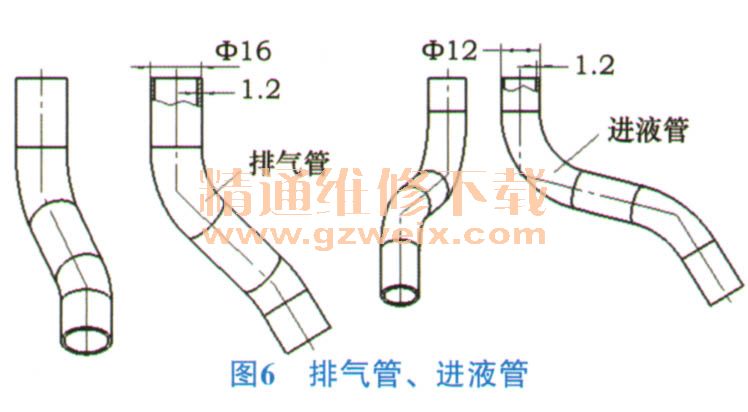
排气管和进液管的外径分别为φ16 mm、φ12 mm、壁厚均为1.2 mm,其内径分别为φ 13.6 mm 、φ9.6 mm。考虑到焊接后受焊接热的影响,为便于定位钉退出,其尺寸设计与管件内径不形成配合仅起导向定位用。定位钉如图7所示。
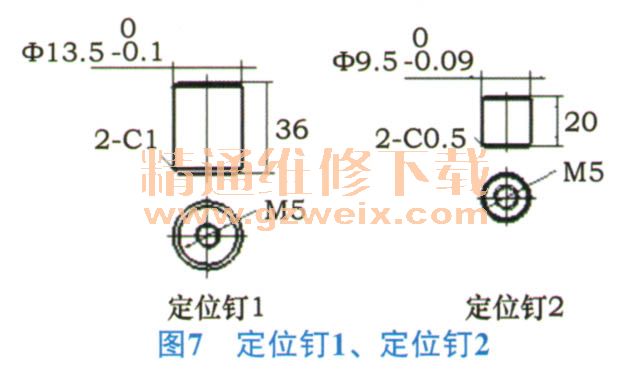
钉上螺孔是连接调节板的,在使用时,用螺钉与调节板连接为一体。
2.3调节板的设计
调节板在管路组件的焊接操作中起到了重要的作用。焊前先松开两蝶型螺母,使调节板在调节槽中向右上方移动,再将待焊接的零件依次放入夹具内,然后移动调节板向左下方使定位钉同时插入两管件内定位后,再拧紧两蝶型螺母后便可焊接操作。在焊接完成后按逆顺序:先松开两蝶型螺母,使调节板沿调节槽向右上方移动使定位钉从管内退出,再将焊好的管件从支撑钉上取下。已知定位钉的长度分别为:18 mm、10 mm,取最长的18 mm。支撑钉插入芯体管压板的深度为8 mm,调节板的调节槽调节范围为30 mm,经模拟演示以保证在取出焊好的管路组件时,调节板向右上方移动到槽的极限位置处而不会发生干涉现象,故可顺利地将焊好的管路组件从支撑钉上取下。调节板如图8所示。

调节板为一钣金折弯件,在其长边加工有便于移动调节的长圆形调节槽,其中调节槽定位尺寸的设计要大于两蝶型螺母的碟翼片,方位一致时中间仍有距离而不会产生干涉情况,短边钻有与定位钉连接用的螺钉过孔以连接定位钉。





