・上一文章:基于电平盲区检测原理的LED失效故障分析方法
・下一文章:数据流技术在汽车维修中应用的相关探讨
摘要:退端子问题作为汽车线束行业的疑难问题,一直困扰着线束设il一和制造人员。如何避免插接件端子退出成为从业人员重点关注的课题。本文通过系统梳理插接件退端子的类型及失效机理,针对性地提出相应的控制方法,为从业人员的退端子优化工作提供个面的方向性指导。
随着汽车电器功能的日渐增多,用户可体验到的车用电器的正常与否越来越明显。而线束作为串联整车各电器零部件的桥梁,实现各电气回路的正常连接,需要控制的内容也越来越多。在行业内一直有种说法,汽车各板块问题最多的是电器,而电器中问题最多的部件是线束。所以提升线束设计和制造的可靠性显得重要而又迫切。
针对汽车线束产品的众多失效模式,插接件退端子一直是最不可接受、又极难控制的问题。因为其既直观地反映出产品的制造缺陷,又直接导致车辆功能失效。同时由于退端子影响因素较多,涵盖设计、零部件生产、线束制造、物流等各个环节,所以控制难度较大。系统地对插接件退端子问题进行分析和控制显得十分必要。
1 退端子的类型
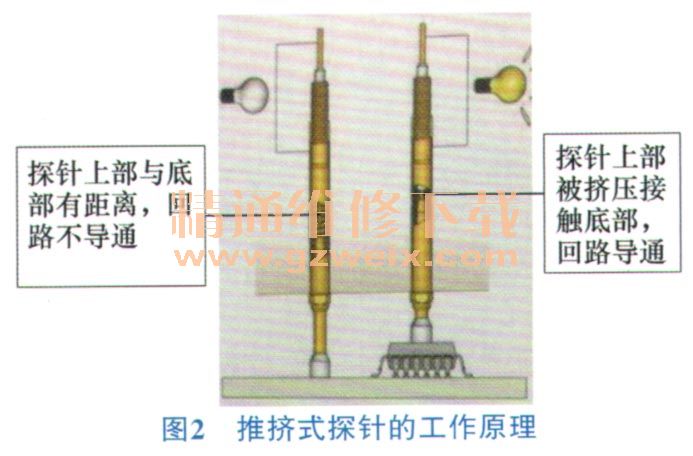
在对车辆出现的退端子问题进行分析时,比如图1所示的熔断丝盒中继电器退端子问题,首先会判断该端子是先退出还是装入继电器后被顶出。判断的方法是观察熔断丝盒上的继电器端子锁止结构是否被破坏。如锁止完好,可以将端子重新插接,端子可保持良好的锁紧状态,就可以判断退端子的原因是产品生产时未装配到位;如果锁止破损,就可以判断是有外力将端子顶出:不同的判断方向决定了不同的退端子控制方式。
总的来说,从用户角度发现的退端子问题,从其产生的路径上来说可分为两类:①端子在护套中未装配到位导致退出;②端子对插时被顶出导致退出。
第1类偏重于线束产品制造角度问题,第2类更偏重于线束、插接件的设计匹配问题。明确了退端子的类型,就可以缩小退端子的控制范围,减少影响因子,便于锁定其失效源头,更准确地制定控制措施。
2 退端子的控制方法
2.1端子在护套中装配无退出
端子在护套中未装配直观地说就是工人操作失误,导致不合格品流出。目前的线束制造行业,端子插入插接件基本靠人工进行插入。在线束行业内大家普遍认知的端子插入手法为“一插、二听、三回拉”,最重要的就是“三回拉”,回拉动作执行的有效性,决定着退端子一次合格率的高低。而员工的操作熟练程度又决定着回拉动作的有效性。在行业内提升员工操作熟练度的方法是:员工在每天生产前,先进行回拉操作肆立回拉手感,根据这个手感来进行生产实践。回拉操作执行的有效性完全由员工的感觉进行评估,其效果肯定会大打折扣。考虑到一个工人每天插入端子数会达到约2000颗,在一个制造厂内每天约有上百万颗端子由人工进行装配插入护套。所以,光靠人工操作和检验,已很难避免退端子问题流出至主机厂。
通过控制工人的操作方式来控制端子在护套中装配无退出,从实践来看只能短期减低退端子比率,但无法彻底解决,而工人的流动性又使该问题的整改效果产生很大的不确定性,所以需要寻求有效的检验手段来识别端子是否退出,确保有端子未装配到位时,可以得到有效识别。导通设备上的推挤式探针就是在这样的需求下应运而生的。
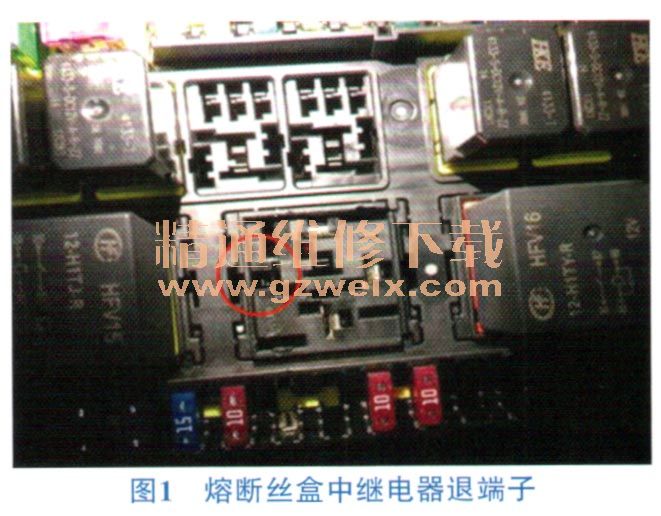
推挤式探针又称开关针或大力探针,相对于传统的导通探针而言,推挤式探针由上部与端子接触的推挤模块和下部与导通设备连接的检测模块组成,在检测时只有端子将探针推挤模块挤压到检测模块上后,设备才能对线路回路进行检测(图2)。同时探针的压缩力,相对于传统的探针压缩力不大于1.5N而言,其力值更大,但一般不超过15N,具体以端子未装配到位的止退力值而定。所以当端子未在护套中装配到位时,端子无足够的止退力将推挤模块挤压到检测模块上时,端子与设备无法形成检测回路,导通检验不通过,于是可以有效地发现端子是否有退出。