・上一文章:压路机铰接部位管路布置方式的改进
・下一文章:125 mL踏板车缸头处有异常声响
1.故障现象
1台麦斯特(MEYCO)湿喷机组S形摆管总成花键轴和花键套因长期使用而磨损,造成花键轴与花键套不能正常啮合、S形摆管摆动异常,导致该湿喷机组不能继续使用。
2.工作原理
麦斯特(MEYCO)湿喷机组S形摆管摆动机构由S形摆管、切换缸(2个)、切换缸支座(2个)、花键轴、花键套等组成,如图1所示。S形摆管与花键轴焊接为一体,组成S形摆管总成。花键套套装在S形摆管总成的花键轴上,2个切换缸通过销轴与其支座和花键套连接在一起。湿喷机组工作时,2个切换缸相互交替伸缩,切换缸通过花键套和花键轴驱动S形摆管来回摆动,以实现输送湿喷料功能。由此可知,S形摆管总成是湿喷机组的1个关键部件。

3.选择修复方法
经研究,该湿喷机组修复方法有2种:一是从国外订货,更换整套S形摆管。这种方法可保证湿喷机组使用性能,但是成本高(1套S形摆管费用5~6万元)、供货周期长(需从国外订货,需15~30天),影响施工进度。二是自行加工花键轴和花键套,用其替换磨损的花键轴和花键套。只要加工的花键轴和花键套能够正常啮合,就能够达到工作要求,且不会影响该湿喷机组其它精密零部件。这种方法可及时修复湿喷机组。因此我们决定采取第二种修复方法。
4.修复工艺
(1)选择材料
花键轴花键轴受力较大,选择花键轴
材料时,应考虑材料的刚度,为此我们选择20CrMnTi钢加工花健轴。通过渗碳处理提高了花键轴表层硬度和耐磨性能,延长了花键使用寿命。渗碳处理后花键轴芯部含碳量仍较低,因此可保持其心部韧性、防止发生脆性断裂。
花键套花键套材料选择常用的45号调质钢(或选择40Cr钢),通过调质处理提高其硬度。考虑到加工成本和加工难度,将花键套调质后的硬度控制在HB280~HB320之间。
(2)确定工艺要点
S形摆管摆动精度要求较高,为此我们采用以下工艺要点:
一是选择适宜的机床和工艺加工花键轴和花键套上的花键。加工花键轴上的外花键时,使用专用的花健轴铣床,采用加工精度较高的花健轴内径定心方法,使用花键轴滚刀连续展成法加工。加工花键套上的内花键时,采用普通卧式铣床,利用分度头进行铣削加工。花键套调质处理后,在磨床上磨削其内花键。
二是将花键轴5与S形摆管1焊接在一起时,保证花键轴5与S形摆管1出料口的同轴度,即花键轴轴承8、密封环9和出料口接管10的轴心在同1条直线上。焊接时若产生偏差,就会造成花键轴5与S形摆管1出料口(见图1)不同轴,产生拉、弯应力,导致密封失效、湿喷料泄漏和花键轴5及花键套加速磨损。S形摆管总成装配如图2所示。

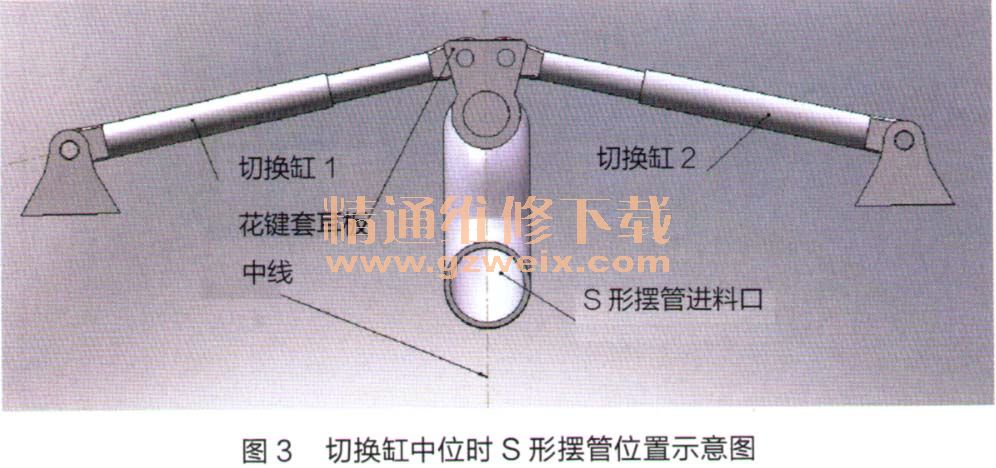
三是正确装配S形摆管。花键轴与花键套正确啮合后,在2个切换缸处于中位时,应保证S形摆管进料口处于中位,花键套耳板上2个销孔之间的中线与S形摆管1进料口的中线重合,如图3所示。若不符合上述要求产生偏差,造成S形摆管进料口工作时左、右摆动位移不对称,不能与耐磨板14(见图2)上的2个出料孔完全吻合,将引起湿喷料泄漏,导致泵送效率降低,并给切换缸等零部件带来异常磨损。
以上3个工艺要点缺一不可,且互相影响。我们按照以上修复工艺选好材料,把握住3个工艺要点自制的S形摆管总成,将其组装到该湿喷机组后试机正常,投入使用后工作正常。修复该湿喷机组仅用5天时间,加工费只用2千元,大大节省了修理时间、节约了修理费用。





