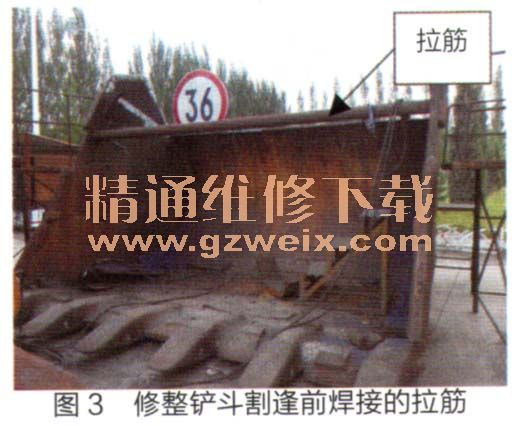
最后,修整铲斗上的割缝。为保证组对焊接质量、减少铲斗2个侧板向内收缩量,修整前在铲斗内侧焊接1根拉筋,如图3所示。修整铲斗上割缝的顺序是:弯板割缝、筋板割缝一底板割缝。
修整割缝时,先使用割炬将割缝处初步找平,再使用碳弧气刨将割缝处刨平。使用碳弧气刨时,注意电流与碳棒直径的关系,碳弧气刨技术参数如下:碳棒直径为8~10mm,碳棒伸出长度为80~100mm,碳棒与工件的倾角为25°~45°,电弧长度为1~2mm,压缩空气压力为0.4~0.6MPa,刨削速度为0.5~1.2m/min。在刨削中若出现夹碳、粘渣以及刨槽尺寸和形状不规则等缺陷,要停下来清除缺陷后再刨。
(3)修复销轴座
首先,将旧销轴座割除。切割时不要割伤再利用的弯板,割缝要平正,并留有一定余量。
其次,替换底板。即将原25mm厚度的旧底板切割掉,替换为50mm厚度的新底板,井将弯板与新底板之间增加立筋,以增加销轴座的强度。
再次,修整销轴座的割口。修整时要保证其两侧修割量相同,修割后的尺寸要比铲斗割口修整后的实际尺寸小10mm,以便组对焊接。
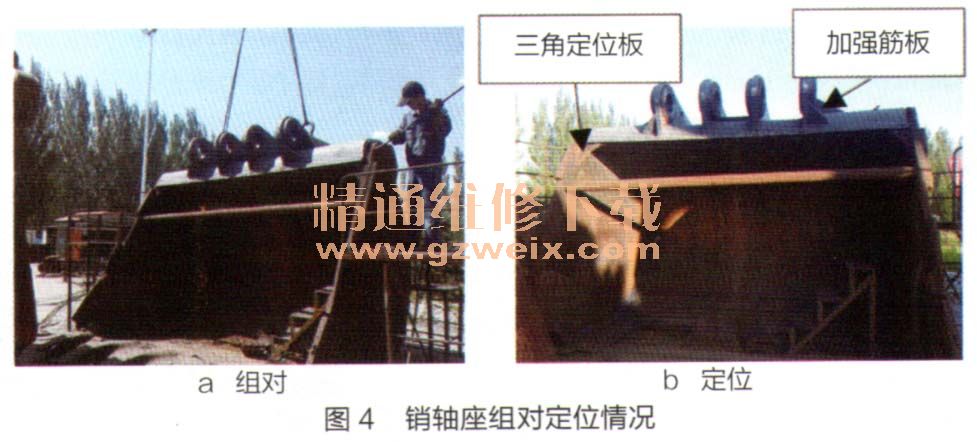
接着,焊接新销轴座及加强筋板。按照原销轴座材质及尺寸切割新销轴座毛坯及加强筋板,将其割口打磨至符合焊接要求后,在销轴座原位置点焊定位,再采用双人对称焊接方法,焊接新销轴座毛坯及加强筋板(见图4)。
然后,制作焊缝坡口。即将与销轴座连接的弯板和底板割口处开出单V型坡口,坡口角度为25°~30°。开坡口时,可使用半自动切割机进行切割,也可使用碳弧气刨进行刨削。切割或刨削坡口后要进行打磨,使坡口处露出金属光泽。
最后,将完成焊接工序的新销轴座委托外协加工单位世削销轴座孔及座孔端面,并车削新销轴。
上一页 [1] [2] [3] 下一页





