・上一文章:EX3600-6型挖掘机铲斗销轴座修复工艺
・下一文章:电冰箱的清洁和维护
1.旧安装工具的不足
我公司多台工程机械配装小松6D 125型柴油机,有些该型号柴油机大修后不到300h就不同程度地出现机油乳化变质现象。机油乳化变质后成为乳白色粘稠物质,可堵塞汽缸、曲轴等部件润滑油道,造成润滑不良。若机油乳化变质后未能及时发现,容易造成汽缸拉缸、曲轴抱瓦等严重事故。我们拆解故障柴油机后,发现由于汽缸盖的喷油器座孔铜套处渗漏冷却液,造成冷却液窜入油底壳。出现渗漏的柴油机均在大修时更换过喷油器座孔铜套。
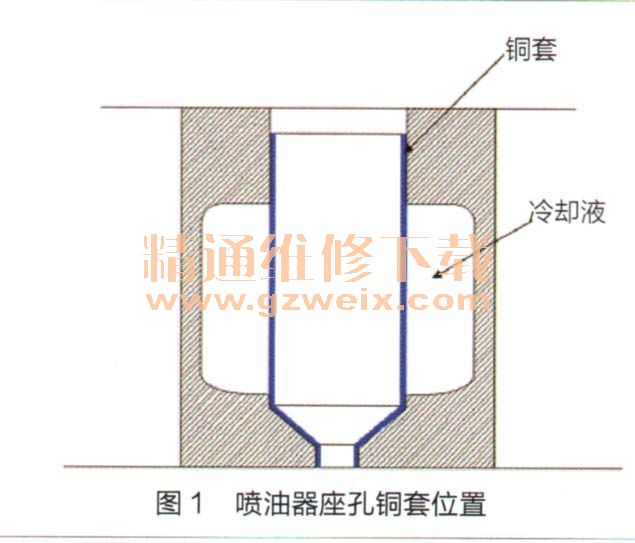
小松6D 125型柴油机6个汽缸为分体式汽缸盖,汽缸盖的喷油器座孔设有铜套。该铜套通过压装方法固定在汽缸盖上,没有设置橡胶密封圈,铜套周围充满冷却液,对喷油器起冷却作用。喷油器座孔铜套位置如图1所示。
按照该机《柴油机安全手册》的规定,安装喷油器座孔铜套前,先在铜套外表面涂抹平面胶,再使用驱动器(安装铜套的专用工具)将铜套压入汽缸盖座孔内,然后将汽缸盖放置在钻床上,以200~300r/min转速旋转驱动器,用驱动器的旋转力将铜套铆接在汽缸盖座孔内。使用驱动器安装该铜套,过程复杂、不易操作。若不使用专用工具,铜套很难进行安装。
分析认为,可能是没有掌握驱动器使用方法,如旋转力、旋转速度控制不当,造成喷油器铜套铆接不牢固,导致该处渗漏。
2.安装工具改进方法
为了解决喷油器座孔铜套安装难度较大问题,我们决定设计制作1种新型简易喷油器座孔铜套安装工具。
(1)安装工具结构
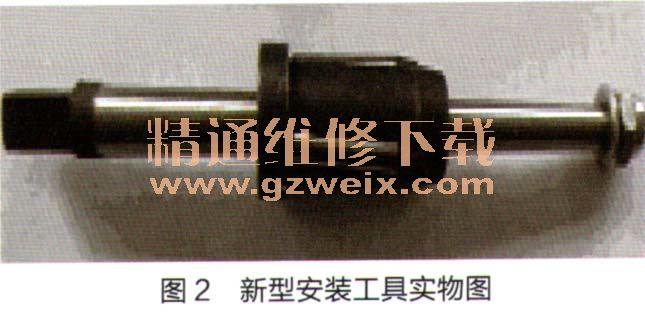
该新型铜套安装工具由拧杆、3个圆柱销和支架组成,如图2所示。拧杆为锥形,长度为20cm,顶部加工出边长为10mm的正方体,便于使用套筒扳手的棘轮手柄拧动。3个圆柱销长度为38mm,直径为5m m。支架上设有3个凹槽,圆柱销安装在支架的凹槽内。支架顶部设有直径为27mm圆帽,比铜套外径略小,便于将铜套砸入汽缸盖座孔中,该圆帽还可对整个铜套安装工具进行定位。
铜套安装到汽缸盖上后,为了检测汽缸盖是否漏水,我们还设计制作了1个试压板。该试压板用厚度为15mm的钢板制作,长度为285mm,宽度为210mm,按照该柴油机汽缸盖螺栓位置加工7个直径为12mm孔。利用柴油机汽缸垫、汽缸盖螺栓、试压板,对汽缸盖下面的水道进行密封。试压板中间开直径为95mm孔,用于观察铜套下端的安装质量。在试压板对应汽缸盖水道孔处设置1个充气孔,以便试压时充入压缩空气。





