(4)组对定位
销轴座与铲斗组对定位有2个难点:一是将旧销轴座切割下来后,相关结构件会产生变形且变形方向不一致,二是焊接新销轴座时,相关结构件也会产生变形。因此在组对过程中需要不断对结构件进行修整。
组对定位前,在铲斗侧板的前、后端须焊接4个定位板,以保证组对的安全和质量;须准备起重机和2根长度相同的钢丝绳,以保证销轴座在吊起状态下保持水平状态,便于定位点焊。
组对定位时,使用起重机和准备好的2根钢丝绳,将修复的销轴座吊装到与铲斗组对的位置,其前端放到侧板前端定位板(见图4b )上,后端放到侧板后端定位板(见图2a)上。如果在放苦过程中有卡滞处,可使用碳弧气刨或气割进行修整。组对定位时,焊缝间隙应控制在5mm之内,以保证焊透焊缝。待销轴座部分焊缝间隙均符合要求后,进行定位点焊。为防山焊接变形,定位点焊时要采取对称悍方法。销轴座组对定位完成情况如图4所示。
(5)焊缝焊接
焊接顺序悍缝焊接顺序如下是焊前预热→焊接主焊缝→焊接护角,具体要求如下:
焊接前要将焊缝部位预热到150℃左右,其目的是降低焊缝淬硬和裂纹倾向。焊接巾要将层间温度控制在200℃以下,以防温度过高造成焊缝塌陷及晶粒粗化,影响焊缝质量。
焊接主焊缝时,先焊接销轴座外侧焊缝,即外侧弯板与侧板、外侧新底板与旧底板连接处的焊缝,再焊接销轴座内侧焊缝,即内侧新底板与侧板、内侧新底板与旧底板连接处的焊缝。焊接铲斗内、外侧主焊缝时,采用多层、多道、双人对称焊接方法,使焊缝两侧受力均匀、减少结构件焊接变形。焊缝接头形式为对接接头,焊缝形式为对接焊缝。由于铲斗内侧为仰焊焊缝,焊接效率低、质量差,为此通过翻转铲斗将仰焊缝变为立焊缝。焊接铲斗内侧时,先用碳弧气刨将已焊接焊缝清根,再继续焊接。
焊接完主焊缝后,在销轴座与侧板内侧焊缝处,即新底板与侧板连接处焊接护角,以增强销轴座整体强度,提高铲斗使用寿命。护角的形状为等腰三角形,其腰长为900mm,底边为300mm,板厚为16mm,材质为16Mn钢。
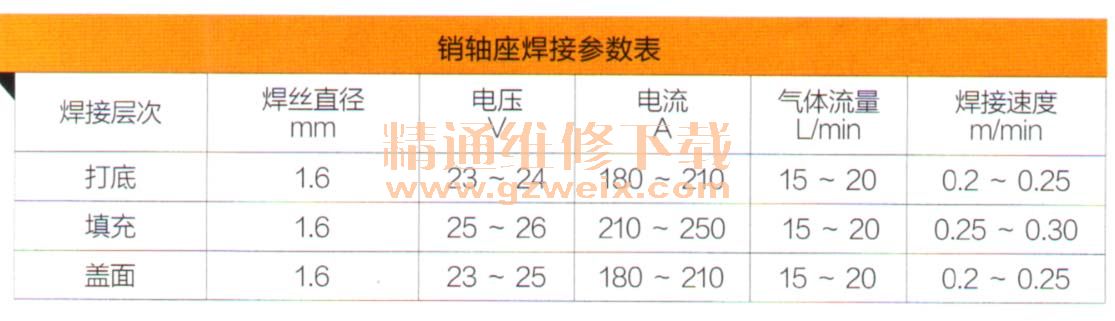
焊接方法采用CO2气体保护焊,其优点是焊接效率高、焊接变形小、能耗少、适用范围广、抗锈能力强、操作简中灵活、综合成本低一其缺点是飞溅较大。控制飞溅的方法是选择合适的焊接参数和焊丝,控制好焊枪角度。使用的焊接设备为Miller Dimension. TM.812Co2,焊丝型号为LW-81Ni1药芯焊丝。药洲邑焊丝具有焊接效率高、易实现自动化、飞溅少、焊缝成形美观、合金过渡效果高于药皮焊条及实心焊夔等优点。焊接参数如附表所示。
3.注意事项
打底焊时要保证焊透,盖面时要防止咬边,以确保焊缝质量每焊完1层焊缝,均要用风铲将熔渣清理干净。若发现焊缝产生气孔或夹渣应停止施焊,使用碳弧气刨将气孔和夹渣清理干净后再继续施焊。施焊开始后不要停顿,要合理安排作业人员轮流施焊,直到焊缝完全焊完为止。
严禁焊工在坡口附近以及母材上打弧,电缆线要绝缘良好,避免因短路伤人或打伤焊体。焊缝焊接完成后,使用超声波探伤仪进行焊缝内部检查,对不合格部分进行修磨或补焊,直到合格为止。焊接完成后使用石棉布覆盖焊缝进行保温缓冷处理,温度控制在100~150℃之间,保温1~2h。铲斗完成焊接的情况如图5所示。

按照以上修复工艺,我们圆满完成了该EX3600-6型挖掘机铲斗修复工作。该挖掘机铲斗修复后已经使用1年多,再未发现裂纹和变形,工作状态良好。此项铲斗修复工作,既节约了成本,又保证了质量,达到了预期效果。
上一页 [1] [2] [3]





