・上一文章:车身修复“桥接法”
・下一文章:日产系列胎压传感器更换学习方法
三、两种打磨工艺成本分析
1.无尘干磨工艺效益分析
(1)无尘干磨工艺效益分析如图3所示。生产设备、工具并不是最主要的成本。维修站场地面积扩大的可能性很小,在既定的场地内增加人手的数量有上限,提高效率最可行的方法是最大限度地增加每个员工和工位的产出。

(2)新件喷漆成本结构如图4所示。研磨材料在整个喷漆耗材中仅占极小部分,而工时成本约占所有成本50%的比例。增加极小的耗材成本,从水磨转变为干磨,即可使生产效率加快,在单位时间产出更多的工作量及收入,使工时成本得以更多地分摊,从而极大降低了单位工时成本的损耗。

(3)革新研磨工艺是减少修补时间与提高涂装质量的关键。喷漆车间的时间消耗比较如图5所示。打磨操作几乎占用了整个喷漆工作63%的工作时间,要想提高工时效益,使每项研磨工作创造更多的利润,就必须减少传统水磨的等待时间和为了补救水磨造成的质量缺陷所需花费的返工时间。

2.干磨工艺成本分析
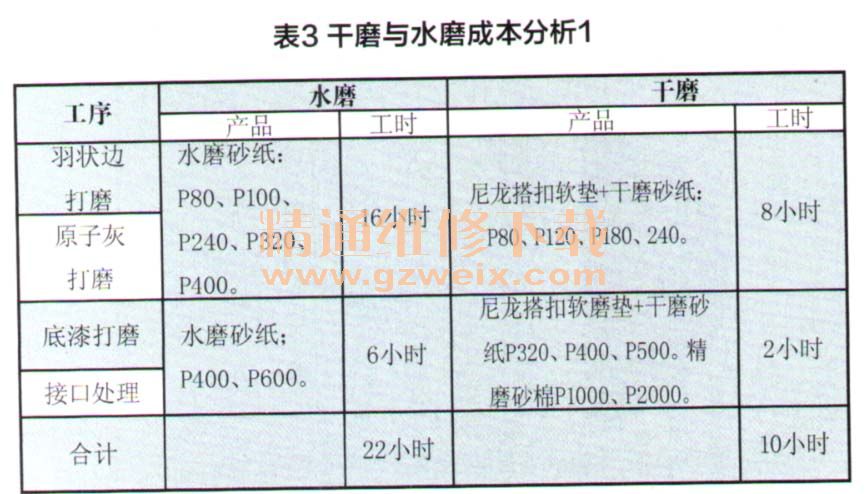
(1)干磨与水磨比较
全车打磨成本比较如表3、表4所示。由表3可知,节省打磨时间=12小时(即提高工作效率1.2倍)。由表4可知,总计节省成本942元,如工时费大于80元,实际成本节省效果卑好(实际工作中,干磨砂纸的耐用性约为水磨砂纸的2至3倍)。

除了效益的增加,干磨还可避免水磨易造成的各种施工质量差、环境脏乱、施工人员工作繁重及效率低下等问题。





