・上一文章:为什么要定期清洗汽车发动机积炭
・下一文章:浅谈汽车修补漆工艺
2.焊接电流
目前常用的二氧化碳保护焊机种类较多,有的具有单独的电流调节旋钮,有的是将电流调节和出丝速度调节功能结合在一起。焊接电流的大小将影响到板件的焊接熔深、焊丝熔化速度、电弧的稳定性、焊接飞溅物的数量等。随着电流强度的增加,焊接熔深、焊缝的宽度和高度也会增加。
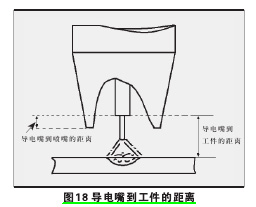
3.导电嘴、喷嘴、工件的距离与调整导电嘴到工件的距离一般为8~12mm(图18),焊枪与工件距离太远或太近都会使焊接性能变差。距离太远,保护气体就起不到应有的保护作用,焊丝会提前预热发红,增加了焊丝的融化速度,焊接熔敷性较差,并且会增加焊接过程中的飞溅物。如果距离太近,则很容易挡住视线,难以观察熔池,同时也会加速导电嘴损坏及造成钢板出现熔穿孔。
导电嘴到喷嘴之间的距离一般调整为约3mm,焊丝伸出喷嘴约4~7mm(图19)。喷嘴为内外层结构,中间有绝缘层隔绝(图20),如果焊接时的熔滴或飞溅物落入喷嘴,气体将不容易流出,还会阻碍焊丝的进给,影响焊接质量。另外,也可能造成导电嘴与喷嘴成为导体,应流入到焊丝的电流便会转移到喷嘴上,焊丝将会燃烧或者飞溅,加速喷嘴、导电嘴的损坏。焊接时由于电阻加大,焊机还会出现嗡嗡的噪声。所以应经常清洁喷嘴上的飞溅物,并在焊接前使用防溅剂以减少黏附于喷嘴的飞溅物。

4.送丝方式与送丝速度
二氧化碳保护焊有两种送丝方式:正向焊法和反向焊法(图21)。正向焊法也称右焊法和退焊法,此种方式焊接熔深较大、焊缝较窄、成型饱满,但不容易掌握焊接方向,容易焊偏。反向焊接也称左焊法和前焊法,气体保护效果好、焊接熔深较小、飞溅物较多。车身钢板通常采用正向焊接方式,反向焊接方式常用在焊接厚金属板材和铝合金板材,因为此时需要大量的屏蔽气体,以防止焊缝氧化。
送丝速度的快慢可以通过视觉、听觉和手感等进行感知,送丝速度较慢时,随着焊丝在熔池内熔化并熔敷在焊接部位,焊丝容易出现回烧现象,此时亮度增加,焊纹不亮。送丝速度较快时,握枪的手会有反冲力,焊丝不能充分熔化,飞溅增多,此时的视觉信号为频闪弧光。只有调到合适时,才会感觉焊接顺畅,焊接声音连贯,无断断续续,焊纹较亮。在生锈或者有油脂的部位焊接时,焊丝也会产生反冲力,应先进行清洁,或将送丝速度适当减慢再进行焊接。
仰焊时,金属熔滴由于重心的作用,可能会落入气体喷嘴,导致喷嘴或导电嘴烧蚀。所以仰焊作业时,要采用较快的送丝速度、较短的电弧和较小的金属熔滴。将喷嘴推向工件,以确保焊丝不会向熔池外移动。
")
")
")
")

