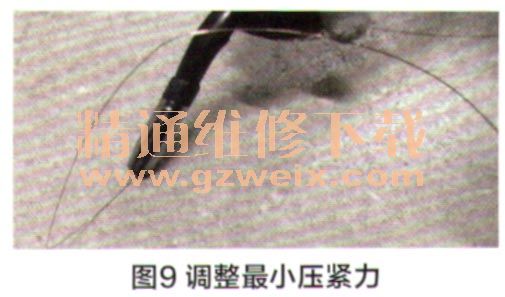
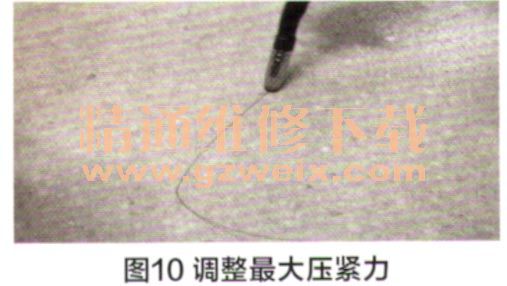
(1)最小压紧力调整,喷嘴45度倾角靠住桌面,按动送丝开关,调整压紧力至焊丝刚好能送出来(图9); (2)最大压紧力调整,喷嘴75度倾角靠住桌面,按动送丝开关,调整压紧力至焊丝不能送出来为止(图10) 。
上一页 [1] [2] [3]
用户名: !
分 值:100分 85分 70分 55分 40分 25分 10分 1分
内 容: !
通知管理员 验证码: 点击获取验证码