・上一文章:凯迪拉克XLR(LH2 4.6 L型发动机)正时校对方法
・下一文章:凯迪拉克凯雷德(LY6/L76/L92型发动机)正时校对方法
(二)凸轮轴位置执行器的更换
凸轮轴位置执行器的拆卸步骤和方法如下。
1.拆下机油泵。
2.拆卸并废弃凸轮轴位置(CMP )执行器电磁阀234,如图5-199所示。

注意:拆卸或安装过程中切勿推拉凸轮轴位置(CMP)执行器的磁阻轮。磁阻轮由3个空心定位销固定在CMP执行器的正面。推拉轮会使磁阻轮从执行器正面脱开。执行器回位弹簧处于张紧之下,会旋转脱开的磁阻轮,导致人员受伤。
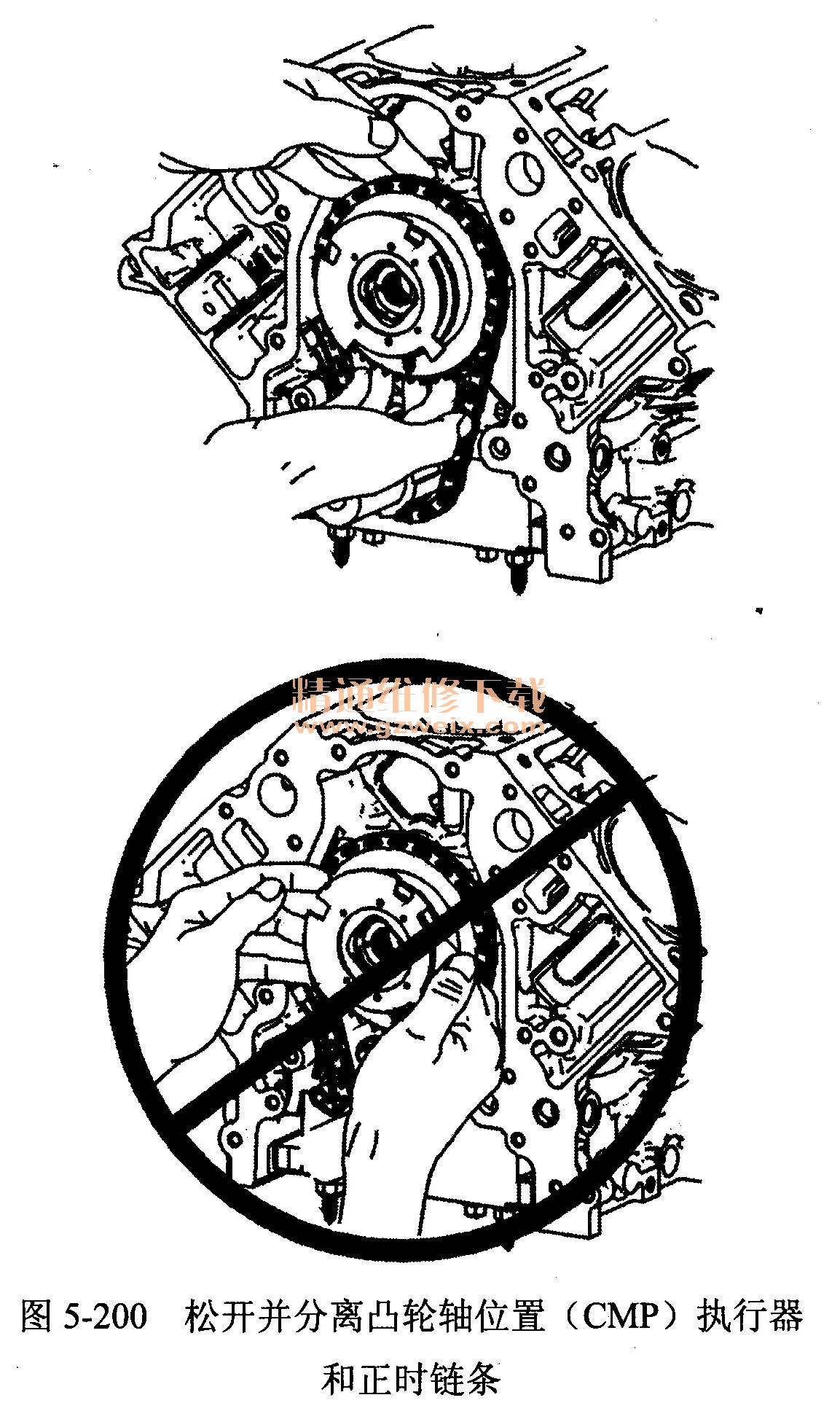
3.从凸轮轴上松开并分离凸轮轴位置(CMP )执行器和正时链条。将手指放在执行器链轮的后面,从凸轮轴的前面将执行器拉出,如图5-200所示。切勿在尝试拆卸执行器时,拉动变磁阻轮。
4.拆卸凸轮轴位置(CMP )执行器235和正时链条208,如图5-201所示。

5.将扎带1穿过执行器的中心,固定在阻磁轮之上,如图5-202所示。

凸轮轴位置执行器的安装步骤和方法如下。
1.压缩正时链条张紧器导轨,并安装专用工具EN-46330,如图5-203所示。

重要注意事项:
①正确定位凸轮轴定位销上的凸轮轴位置执行器。
②链轮轮齿和正时链条必须啮合。
③凸轮轴和凸轮轴链轮定位标记必须正确对准。
④切勿再次使用凸轮轴位置执行器电磁阀。在装配过程中安装新的阀门。
2.识别凸轮轴位置执行器后面的定位孔1和凸轮轴正面的定位销2,如图5-204所示。

注意:拆卸或安装过程中切勿推拉凸轮轴位置(CMP)执行器的磁阻轮。磁阻轮由3个空心定位销固定在CMP执行器的正面。推拉轮子会使磁阻轮从执行器正面脱开。执行器回位弹簧处于张紧之下,会旋转脱开的磁阻轮,导致人员受伤。
3.安装凸轮轴执行器和正时链条,如图5-205所示。用凸轮轴前端表面上的定位销定位凸轮轴执行器后表面中的销孔。如有必要,转动凸轮轴或凸轮轴链轮来校准正时标记。小心将执行器完全安装到凸轮轴的前端。将手指放在执行器链轮的表面上,将执行器推向凸轮轴的前端。切勿在尝试安装执行器时,推动磁阻轮。
 4.将一直尺放在发动机缸体的正面上,检查凸轮轴位置执行器和正时链条是否正确安装。当凸轮轴位置执行器正确并完全安装在凸轮轴的前端时,正时链条就不会凸出发动机缸体的正面,如图5-206所示。
4.将一直尺放在发动机缸体的正面上,检查凸轮轴位置执行器和正时链条是否正确安装。当凸轮轴位置执行器正确并完全安装在凸轮轴的前端时,正时链条就不会凸出发动机缸体的正面,如图5-206所示。

5.安装新的凸轮轴位置执行器电磁阀(234)。当凸轮轴位置执行器正确就位在凸轮轴上时,可以用手轻压,将凸轮轴位置执行器电磁阀完全拧入凸轮轴中。用手拧紧直至密合。
6.检查链轮定位是否准确,如图5-207所示。凸轮轴位置执行器链轮上的标记1应该位于6点钟位置。曲轴链轮上的标记2应位于12点钟位置。

7.拆卸专用工具EN-46330,如图5-208所示。

8.紧固凸轮轴位置(CMP)执行器电磁阀,如图5-209所示。

9.安装机油泵。




")
