・上一文章:起重机多个卷扬机同步控制技术
・下一文章:WP10.290E32型柴油机机油压力过低故障排查
(4)TTC控制器的电流控制
该铣刨机TTC控制器对萨奥90行走变量泵输出电流采用PWM波控制的调制方法,通过控制每个脉冲波的高电平电流的持续时间(占空比)控制总输出电流,用以控制行走变量泵排量,该控制方法如图2所示。

虽然理论上PWM波的占空比调节范围在0%~99%,因行走变量泵比例电磁阀实际存在一定的死区和线性可调节区,必须给比例电磁铁提供一个初始电流。若初始电流按10%确定,占空比一般选在90%左右,TTC控制器输出PWM信号的调制频率不超过1kHz。工程机械上使用的比例电磁阀脉冲调制频率通常选取120~200kHz。结合萨奥90系列变量泵比例电磁阀特性,该控制器采用200 kHz左右的矩形波,这样在整个控制范围内占空比均可调。
3.故障排查
由于该机使用的是萨奥90系列行走变量泵,我们首先对该泵原配的萨奥控制器进行排查,萨奥控制器对行走变量泵排量的控制关系如图3所示。
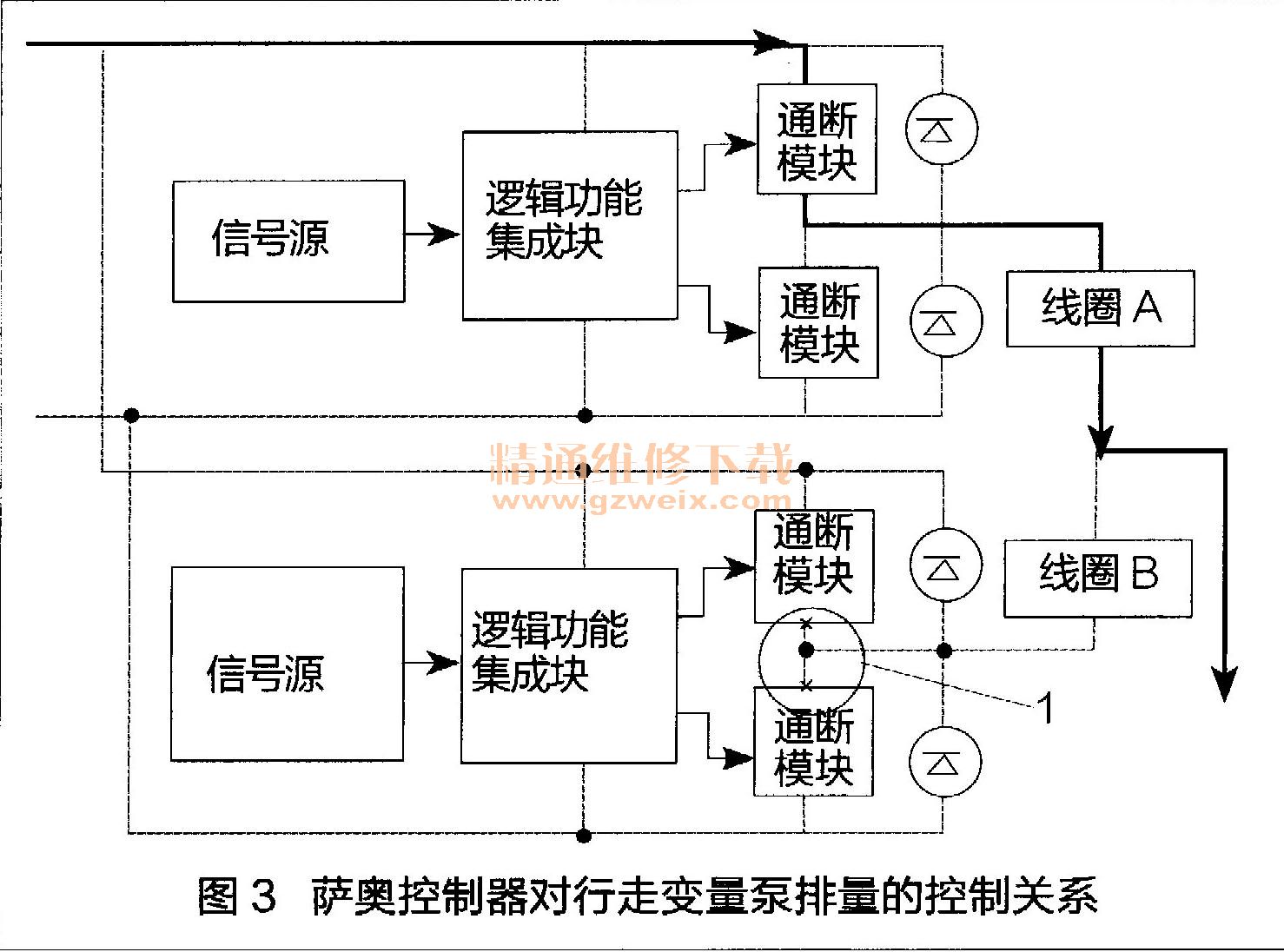
萨奥90系列行走变量泵有A, B共2个线圈,当行走变量泵前进线圈A工作时,线圈B一侧断开,图3中1所指红叉表示断开,这样在前进和后退停止时2个线圈不会产生互感。
但是该铣刨机选用的是TTC控制器,其2个线圈始终没有断开。在铣刨机由前进状态改为逐渐停机时,控制器给线圈A的电流在减小,同时线圈B也产生了1个感应电流。由于行走变量泵线圈的控制电流变化范围很小(15~85mA ),很小的感应电流会使线圈B工作,故在铣刨机停机时会产生顿挫感。





