・上一文章:水平定向钻机操纵手柄控制原理及中位标定方法
・下一文章:路面铣刨机行走顿挫的原因及改进方法
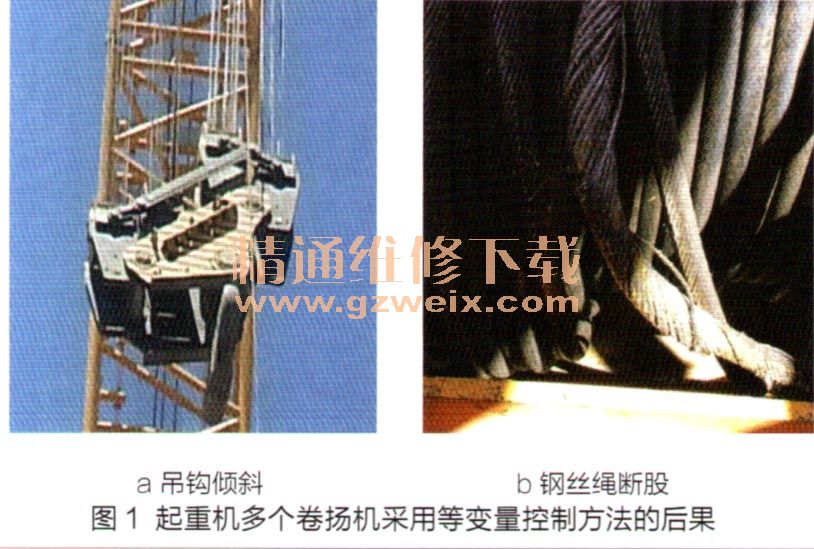
配置单个卷扬机的起重机,其单绳拉力及扭矩无法满足吊装大型物体的需要,因此一些大型起重机配备了多个卷扬机。多个卷扬机若只采用传统的等变量控制方法,因受液压元件、结构件差异及摩擦力等多方面影响,吊装作业时很难保证多个卷扬机在单位时间内收、放相同长度的钢丝绳,可造成吊钩倾斜、滑轮组磨损、钢丝绳断股,甚至发生安全事故,因此需要采用多个卷扬机同步控制技术。起重机多个卷扬机采用等变量控制方法造成的危害如图1所示。
1.多个卷扬机同步控制原理
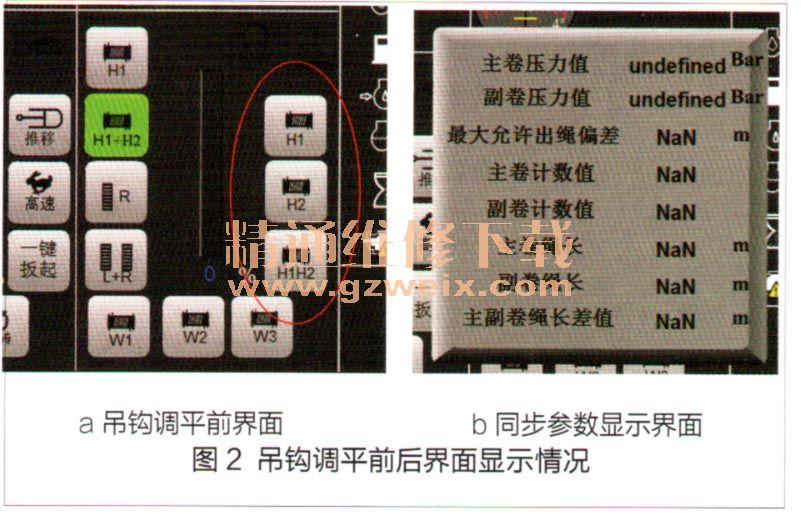
多个卷扬机在使用同步控制模式前,需确保其吊钩处于水平面状态,否则应先将吊钩手动调平,再启用同步模式。进入同步模式后,人机交互界面会显示同步控制的相关信息。吊钩调平前、后界面显示情况如图2所示。
目前卷扬机同步控制的总体思路,基本上都是在启用卷扬机同步模式后,以其中1个卷扬机作为基准,让其他卷扬机跟随基准卷扬机同步转动,并根据检测到的收、放绳量差异,来调节其他卷扬机的转速,从而实现多个卷扬机同步升、降。卷扬机同步控制思路如图3所示。

使用多个卷扬机同步控制模式,需设定代号为A,B, C的3个阑值,其中A代表同步起调阈值,B代表同步调节阈值,C代表同步报警阈值,且A<B<C。此外还要设定X为其他卷扬机收、放绳量与基准卷扬机收、放绳量差值的绝对值,当X小于A时,同步控制系统认为多个卷扬机均已达到同步状态,不需要进行调节。
A与B之间为非调节区间,这是为了避免同步控制系统在某一点频繁调整,使得卷扬机转速不稳定。当测得B<X<C时,同步控制系统开始进行调节,即通过增大或减小卷扬机调速机构的输出信号,使得x逐步减小,直到X<A为止。
系统止常时,X应一直小于C。若经过同步调节后x超过C,即各卷扬机的收、放绳量已经超过了同步控制系统允许的最大偏差,同步控制系统即报警。此时若再继续工作,会导致滑轮及钢丝绳磨损,严重时会引发事故。
代号为A、B、C的3个A值对应吊钩不同的倾斜状态,有的控制方案未将这3个阈值设为定值,是因为与倍率相关,如下文中提到的前3个方案。





