・上一文章:门座式起重机主电缆卷筒极限位装置的改进
・下一文章:长安新豹货车车速在80kn1/h时由4档换至5档动力不足
挖掘机支重轮承载挖掘机自身质量及作业载荷,支重轮属性是衡量其品质优劣的重要标准,本文对支重轮属性及损坏及原因进行分析。
1.支重轮的属性
(1)结构
支重轮结构如图1所示。支重轮主轴7两端的外盖2、内盖8固定在挖掘机履带架的下部,将外盖2、内盖8固定后,既能防止主轴7轴向窜动,又能防止其转动。轮体5两侧设有凸缘,可夹持履带链轨,防止履带脱轨,确保挖掘机沿履带行驶。

外盖2、内盖8的内部分别设有1对浮封环4和浮封胶圈3,外盖2、内盖8固定后,将浮封胶圈3、浮封环4相互压紧。2个浮封环4相对的接触面光滑而坚硬,形成密封面。当轮体转动时,2个浮封环4相对转动,构成浮动密封。O形密封圈9用于主轴7与外盖2、内盖8之间的密封,浮动密封及O形密封圈9可防止支重轮内的润滑油渗漏,同时阻止泥水浸入到支重轮内部。螺塞1内的油孔用于向支重轮内部加注润滑油。
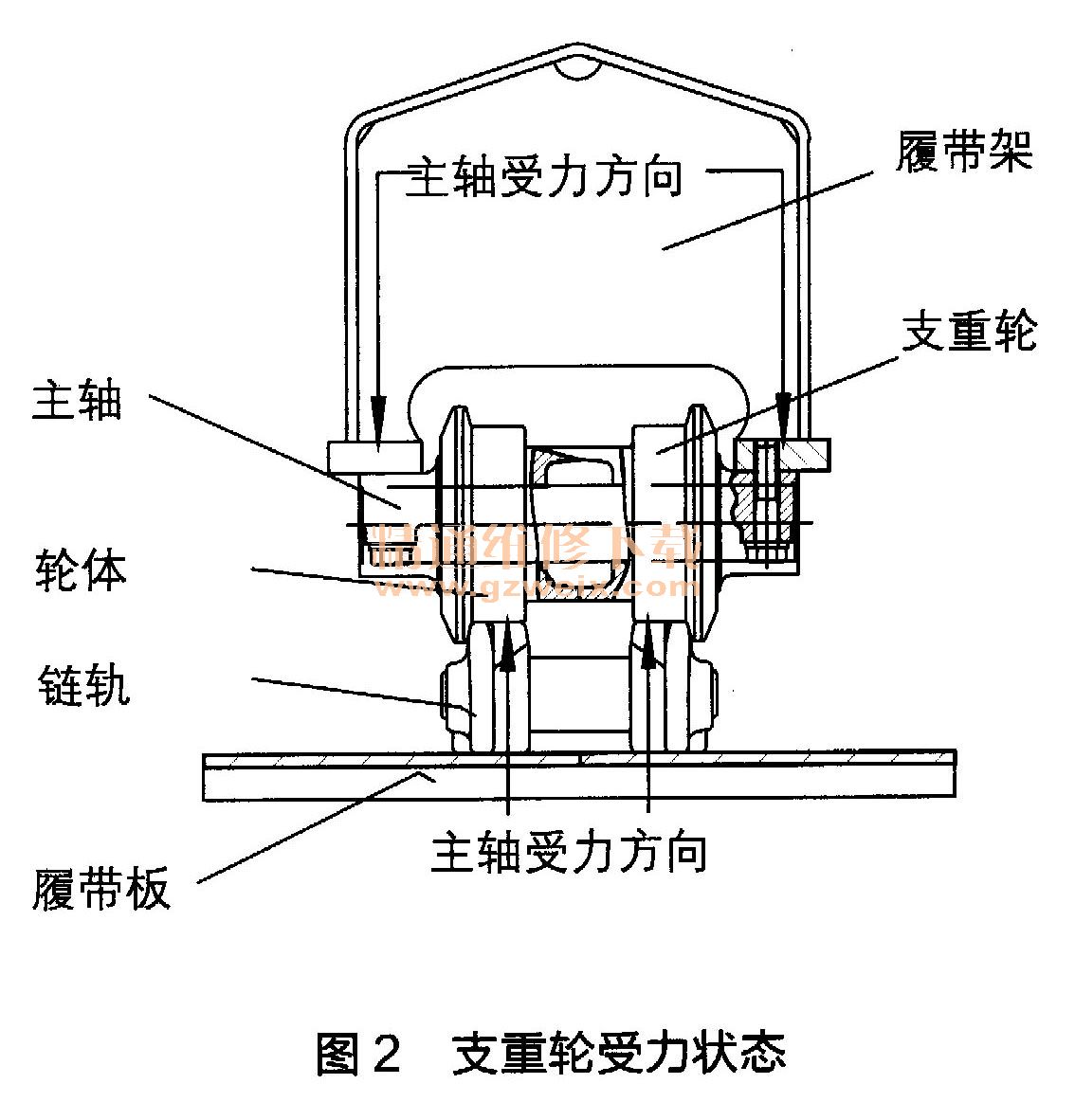
(2)受力状况
挖掘机支重轮轮体受到履带链轨向上的支撑力,主轴两端承受挖掘机重力,如图2所示。挖掘机的重力通过履带架、外盖2、内盖8传递给主轴7,通过主轴7传递给轴套6、轮体5,再通过轮体5传递给链轨和履带板(见图1)。挖掘机在凹凸不平场地作业时,容易造成履带板倾斜,导致链轨倾斜。挖掘机做转向动作时,主轴与轮体之间会产生轴向窜动力。由于支重轮受力复杂,其结构必须合理,主轴、轮体和轴套需要有比较高的强度、韧性、耐磨性及密封性。
(3)技术要求
主轴主轴材质为50Mn优质碳素结构钢,C含量为0.48%~0.56%, Si量含为0.17%~0.37%, Mn含量为0.7%~1.0%, S含量小于0.035%, P含量小于。.035%, Cr含量小于0.25%, Ni含量小于0.30%, Cu含量小于0.25%。其中Mn是合金钢中重要元素,能改善钢材的锻造性与可塑性,能够确保该材质具有足够的韧性和耐磨性。50Mn钢经热处理后,具有较高的强度和硬度,淬透性优良,硬化层较深,珠光体组织较细,机械性能较好。
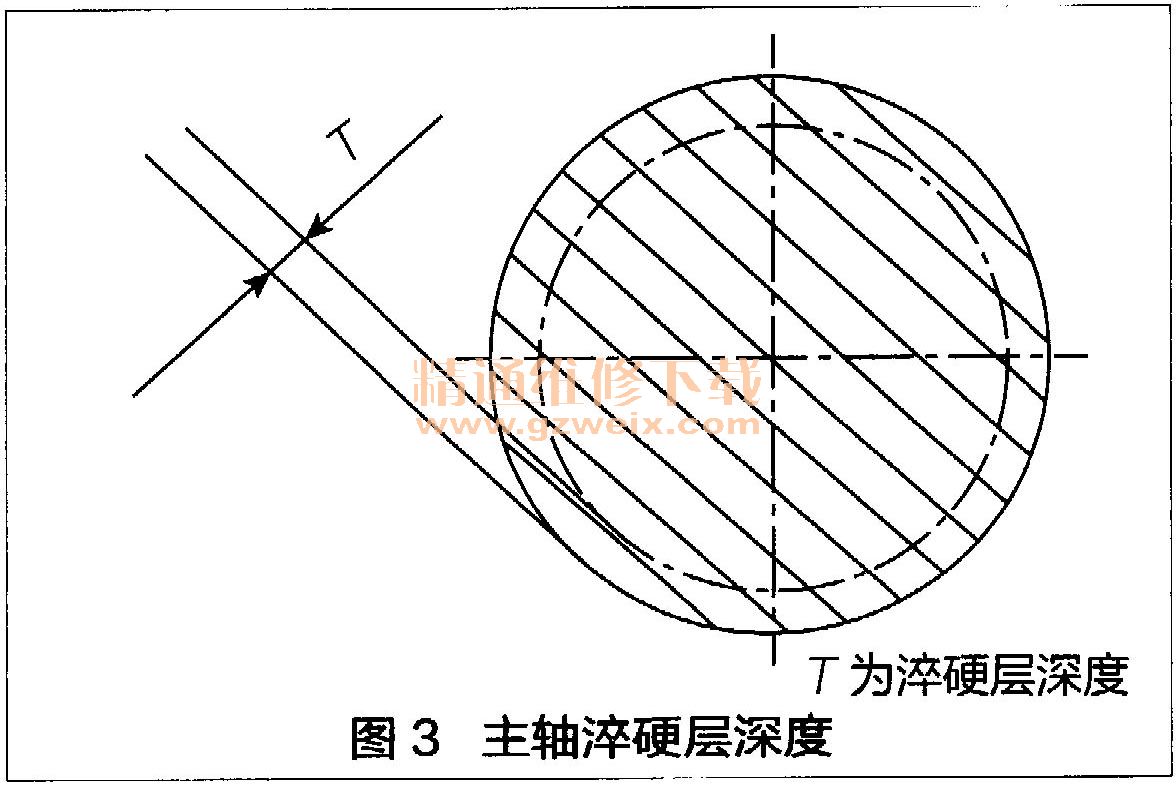
主轴设计标准要求,淬硬层深度T为2~7mm,淬火硬度为50~62HRC,如图3所示。
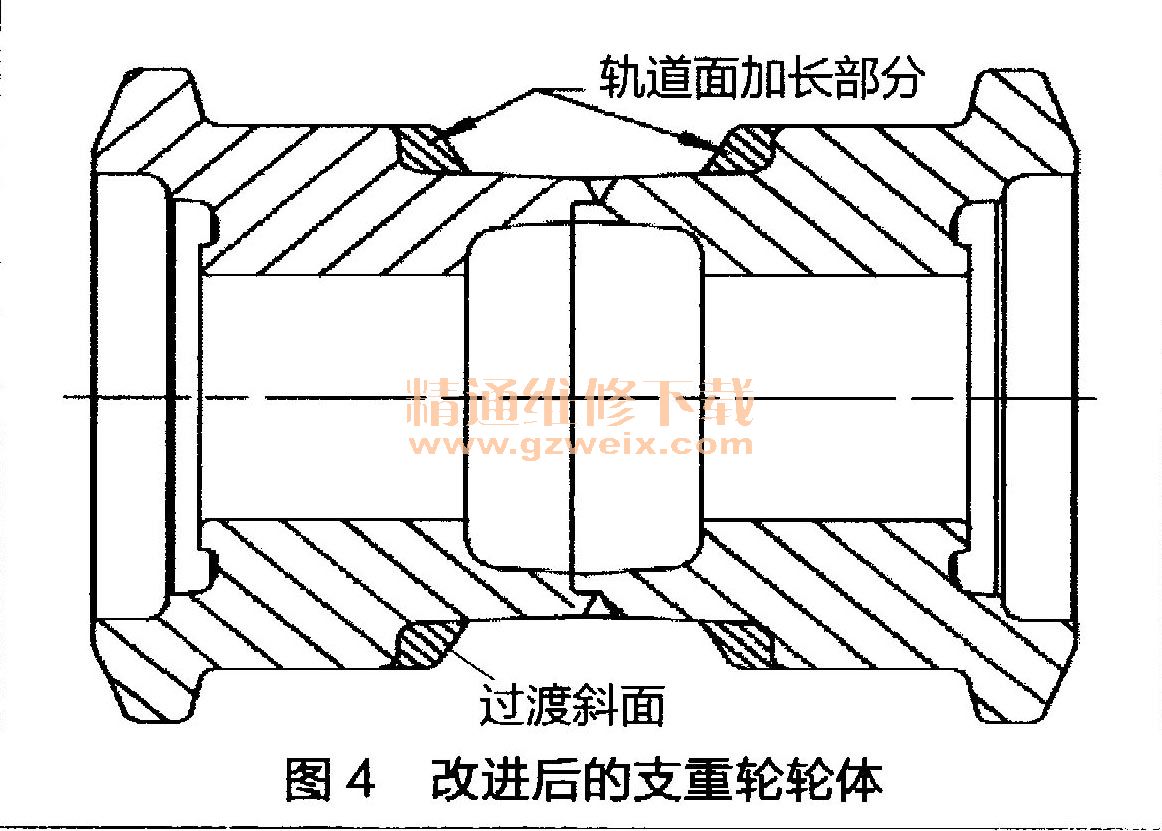
轮体支重轮轮体轨道面承受频繁的冲击载荷,容易出现挤压变形,使轮体轨道面延伸成圆锥形状。为改善受力状况,我们加长了轮体轨道面的长度,并将轨道面与轮腰的过渡处设计成斜面,以提高轨道面支撑能力,图4所示阴影部分为加长的轨道面和过渡斜面。
为了提高支重轮轮体的耐磨性,轮体材料为40Mn2合金结构钢。C含量为0.37%~0.44%, Si含量为0.17%~0.37%,Mn含量为1.4%~1.8%, P含量小于0.030%,S含量小于0.030%。
轮体采用锻造方式成型,成型后对轮体毛坯进行调质处理,硬度达到26~32HRC,以保持轮体内部具有较高的强度、塑性、韧性和综合机械性能。轮体表面进行淬火处理,以提高支重轮轨道面的硬度、耐磨性。淬火硬度为50~58HRC,淬硬层深度为6~12mm,这样轨道面硬度与链轨节硬度(48~58HRC)基本接近。
密封。形密封圈环槽尺寸及表面粗糙度要符合设计要求,相配合面应倒角,并清理毛刺及锐边。
浮封胶圈、O形密封圈应选用优质丁晴橡胶,内径尺寸、线径尺寸、弹性、硬度(邵氏)、表面光洁度应符合标准,装配前应按以上项目逐一检验合格后,方可投入装配。
若浮封胶圈未套住浮封环环槽,或者末与浮封环贴合,会造成浮封胶圈对浮封环施压不均匀。施压不均会造成浮封环转动时局部刃面磨损加剧,导致浮封环漏油。若装配内、外盖时将。形密封圈边缘切坏、半边卡在环槽外,或装入环槽时被扭曲,会造成。形密封圈密封性能或使用寿命降低。有时,气密检查压力达不到一定数值,则检查不出泄漏,注油后也不会发生泄漏,但挖掘机工作一定时间后,支重轮各部件摩擦升温、内腔压力升高到一定数值,就会出现泄漏。若出现泄漏后继续使用,则浮动油封会出现严重漏油。
间隙支重轮主轴与轮体上的轴套间隙为0.2~0.4mm,转动时不应有阻滞现象,密封性能良好,不漏油。
润滑应使用加油器向支重轮内加注齿轮油,必要时可适当提高润滑油戮度。加注齿轮油前,应先放尽已经失效的齿轮油,再将新齿轮油加至油塞孔内,至到油液流出为止。加注润滑油时,将轴端螺塞拧下,把注油器注油嘴端头顶住油道内肩,向油道内注油。安装油塞时,需用扭力扳手,将油塞的拧紧力矩控制在157~255N·m范围内。





