・上一文章:消防工程车举高喷洒系统止回阀的结构改进
・下一文章:长虹PT32700PS12(机芯)指示灯亮,不开机
装载机工作装置限位块要限位精准、可靠,以保护上作装置液压缸。本文介绍装载机工作装置限位块的作用,以及焊接式限位块和装配式限位块结构特点,用以提高装载机质量和效率。
1.限位块安装位置及作用
(1)安装位置
限位块须要满足以下3个条件:一是限位块安装位置要合理,使铲斗收斗角度a和铲斗卸料角度月达到铲斗设计要求;二是限位块要有良好的抗冲击能力,且要有足够的强度;三是保证限位的结构件与结构件碰撞区域面完全接触。
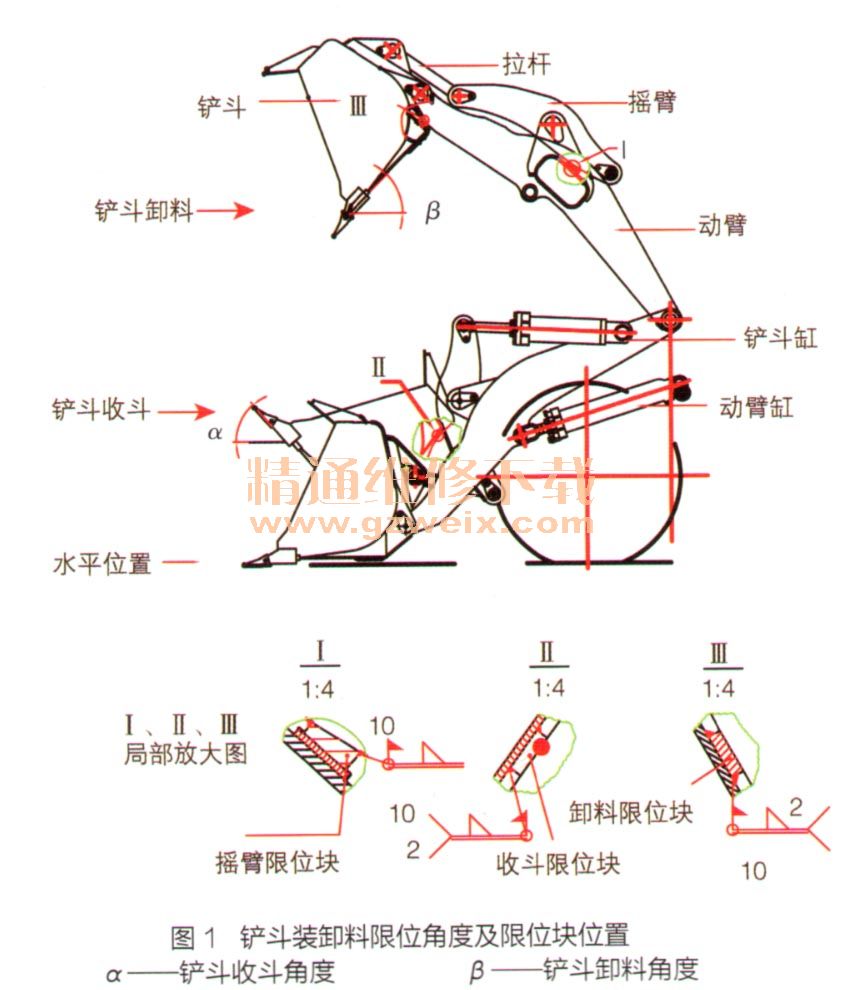
装载机工作装置限位块安装位置有以下3处:限位块II是铲斗收斗限位块,焊接在铲斗后板上部的两侧。第2, 3处限位块I和III是铲斗到达最高位置卸料限位块,其中限位块I焊接在动臂横梁上部,限位块III焊接在铲斗后板下部的两侧。限位块安装位置如图1所示。
(2)作用
装载机工作循环为空载行驶、水平插装、铲斗收斗、运输物料、铲斗卸料5个动作,其中铲斗收斗和铲斗卸料通常需要撞击振动,使铲斗装料饱满、卸料干净。若铲斗与动臂不相碰,将造成铲斗缸活塞与缸头或缸底相撞,导致铲斗缸拉缸及运动机构超过止点。因此该限位块可对铲斗缸和运动机构起到有效的保护作用。限位块I可在铲斗卸料达到极限位置时使摇臂与动臂限位,限位块II可以在铲斗收到极限位置与两侧动臂接触时进行限位,限位块III可在铲斗卸料达到极限位置时铲斗与两侧动臂限位。
2.限位块种类
(1)焊接式限位块
动臂、铲斗、摇臂等结构件制造时会产生累计误差及焊接后变形,可造成铲斗收斗或卸料时,动臂与铲斗左、右两侧的间隙不同,且间隙面不一定是平行面,因此目前人多数装载机采用焊接式限位块。
配装焊接式限位块,需待装载机上作装置装配完成后,根据限位位置间隙大小,选用形状及厚度与该位置间隙相匹配的限位块,并在装配车间进行焊接。焊接时操纵装载机使铲斗或动臂处于极限位置,由1名工人将限位块放置限位间隙处,并用铁锤将限位块塞紧,另1人将限位块焊接牢固。
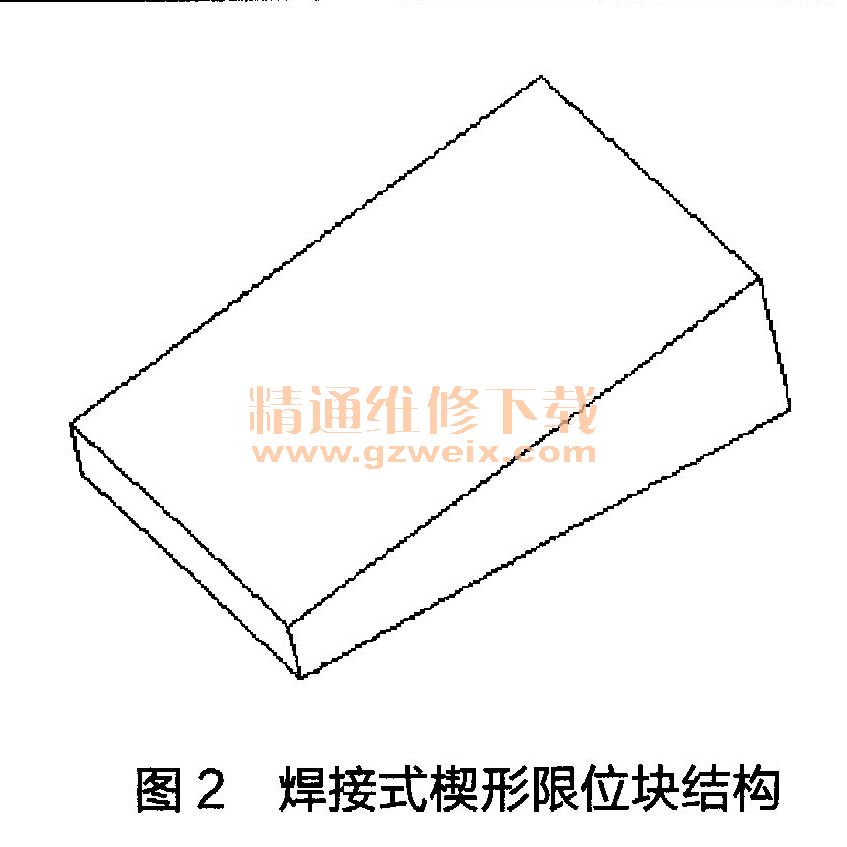
焊在动臂横梁上和铲斗后板下部的限位块需加工成楔形,通过调整限位块的焊接位置,消除工作装置累积误差,如图2所示。
焊接式限位块的优点是可靠性高、限位准确。缺点是在装配车间配焊,造成装配车间空气污染,定位和焊接时噪声大。焊接限位块I和III时,铲斗、动臂和摇臂需在最高位置定位和焊接,属于高空作业,存在安全隐患。另外,受焊接位置影响,有些立焊缝和仰焊缝,焊缝质量难以保证,焊接效率较低。如果焊接质量不合格,会影响限位块的使用寿命。
(2)装配式限位块
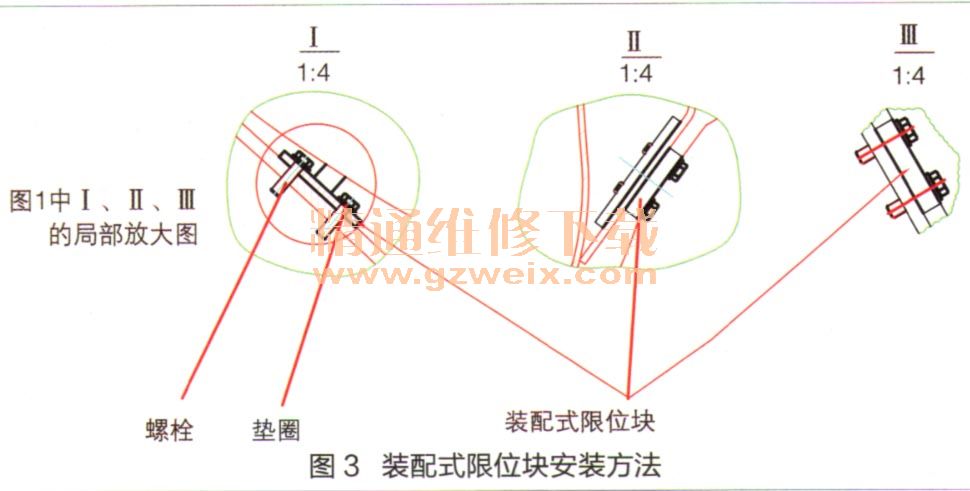
装配式限位块的安装位置与焊接式限位块相同,不同之处在于取消了焊接连接方式,采用螺栓连接方式,在装配车间内用螺栓将限位块固定在工作装置的结构件上。装配式限位块安装方法如图3所示。
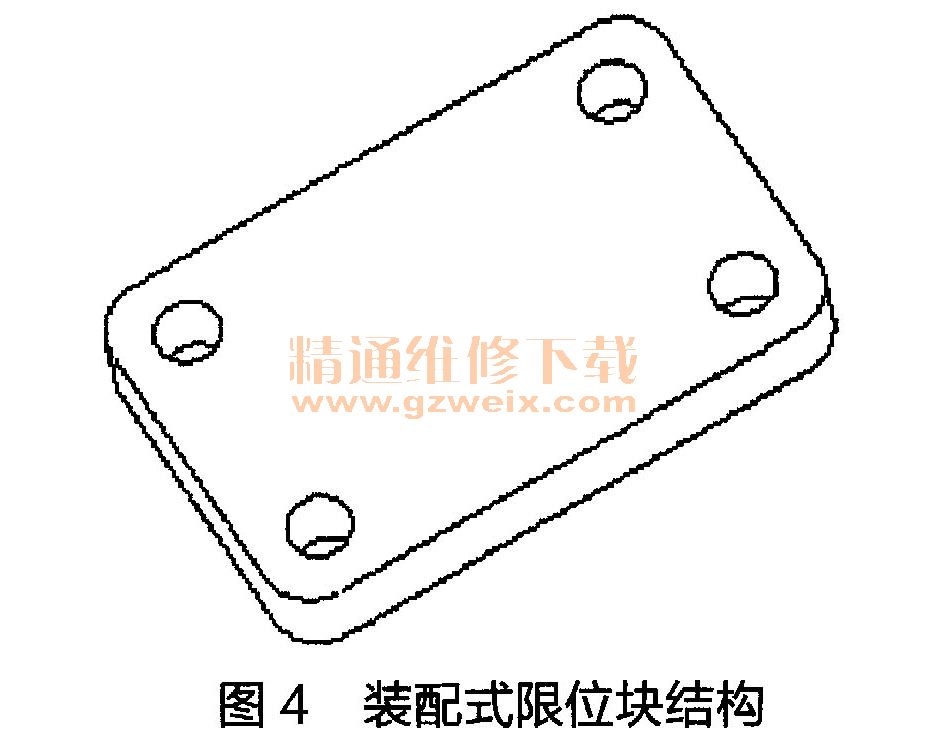
装配式限位块用钢板切割而成,全部为平面形,装配式限位块结构如图4所示。通过改进铲斗后板、动臂、摇臂限位块安装部位的形状,可保证限位块相碰平面的平行度。平面形装配式限位块不像楔形焊接式限位块,需要切割后进行2次加工,大大节省了限位块的加工成本。