・上一文章:宝马523Li发动机故障灯亮、怠速不稳
・下一文章:电磁式怠速控制阀常见故障及检测
摘要:在机床上加工零件时,为了保证加工精度,必须先对工件进行定位并将其夹紧。夹具夹紧力的作用主要是保证工件的定位基准与定位件保持良好的接触,使加工时不致于受切削力、离心力、惯性力及工件自重等作用而移位;夹紧力通过大小、作用点和方向来体现在夹具设计。
在机床上加工零件时,为了保证加工精度,必须先对工件进行定位并将其夹紧。夹具夹紧力的作用主要是保证工件的定位基准与定位件保持良好的接触,使加工时不致于受切削力、离心力、惯性力及工件自重等作用而移位;夹紧力通过大小、作用点和方向体现在夹具设计中。
1 机加工中夹具夹紧力的计算
工件定位后,因加工时工件受外力影响较大(主要是切削力),定位一般会被破坏,这时需要夹具对工件施加夹紧力来防止工件移动。设计夹具时需对夹紧力进行计算,为牢固的固定工件,保证工件在高速加工过程中稳定不颤动,工件不变形,需要适用合适的夹紧力,夹紧力x摩擦系数要大于切削力。下面通过实例来介绍一下加工中加紧力的计算
机床(加工中心)为液压夹具,采用HLC-M32型液缸,通过标准查询得出缸径为Q5 32,本夹具共使用6个液缸,夹紧力的计算方法如图1所示。
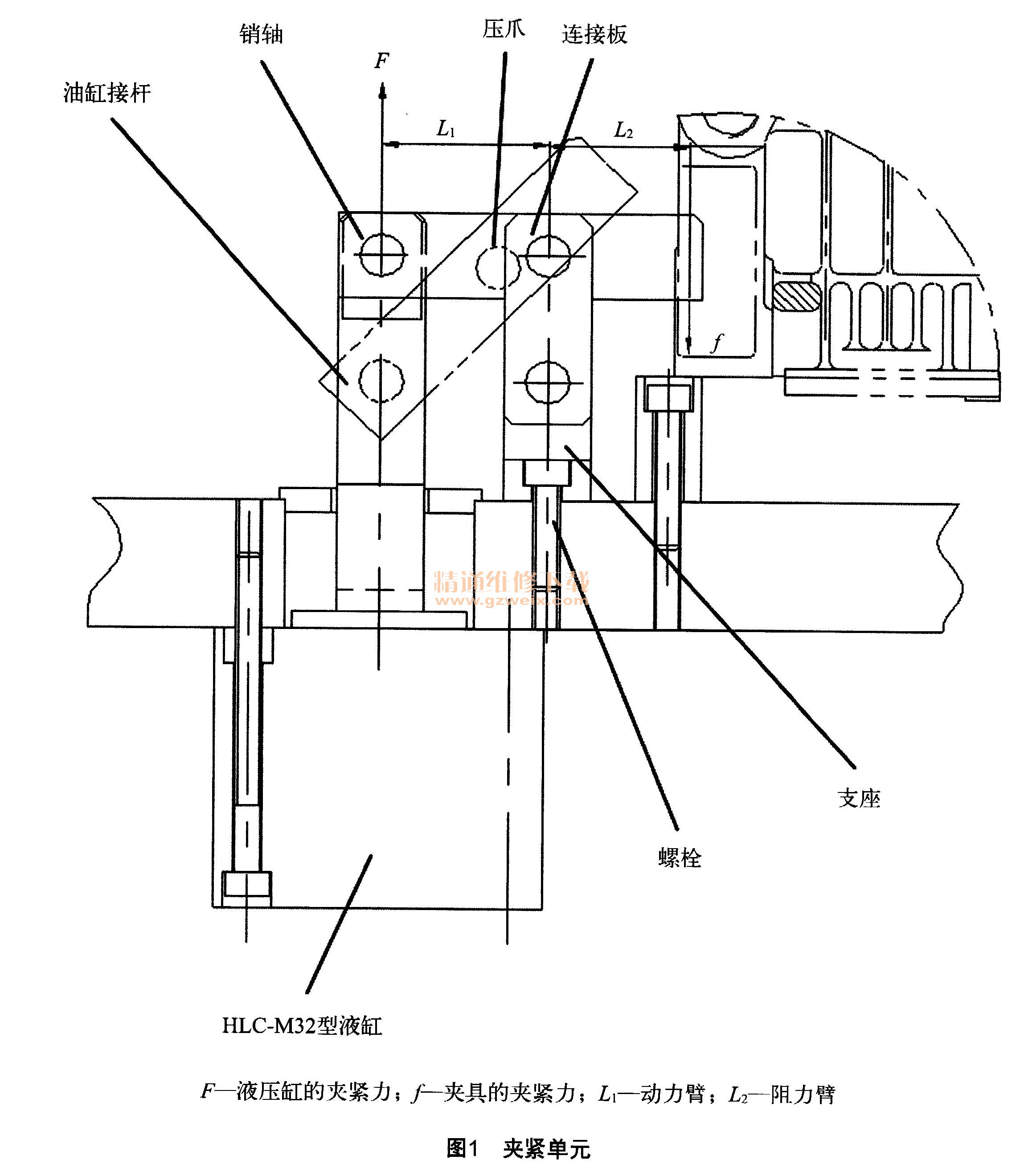
由图1得到:

F—液压缸的夹紧力·N
P—压力,MPa
S一活塞面积,mm2mm
D一油缸直径,mm
利用力矩平衡(杠杆)原理,此夹具设计的动力臂为L1,阻力臂为L2,利用公式:
动力臂长×动力=阻力臂长×阻力(压爪变形忽略不计,共6个压爪,对称分布)

式中:F一液压缸的夹紧力