・上一文章:快速诊断红旗、奥迪轿车电动车窗控制器
・下一文章:检修大众帕萨特01V自动变速器电脑故障
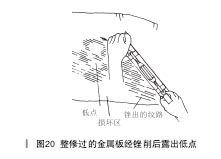
5. 钣金件表面精加工
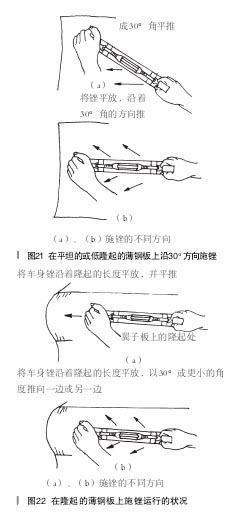
经过整修的钣金件表面还要用车身锉来精加工。加工应从未损坏区的一边开始锉,然后穿过损坏区到达未损坏区的另一边。锉削时应握住手柄向前推。每次锉削行程应尽可能拉长,返回行程中,车身锉面应脱离金属表面拉回,如图 20 所示。 经过一次锉削,可以找出剩余的高点和低点,图中没有锉出纹路的部位为低点,可进一步拉出,再锉,直到所有低点都消失为止。最后将这一区域锉平。图 21表示在平坦的或低隆起的薄钢板上沿30°方向施锉要点。图 22 表示在隆起板施锉运行状况。检查弧形板面时,最好使用柔性锉,因为柔性锉压到弧形面板上时,可通过调整为两端留有一定间隙,给操作带来很大方便。下面谈谈我厂的加工方法。
①修锉翼子板。在锉翼子板上的隆起区域时,是将车身锉在金属表面上向前推,推的行程稍长些,而且用力要均匀。在将其拉回时,采用相同行程,但用力小或不施加力。锉平冠形金属表面时,以 35°角向前推动车身锉,然后将其拉回,直到冠形的顶完全锉过。这样操作完成后,能显示出光滑的金属曲面。修锉翼子板中部,也是让车身锉以 35°角沿它的左边推动。在所有的凹陷点都被清除,而且翼子板被恢复原来的形状后,将翼子板用砂轮打磨。
②修锉车门。修锉车门上的隆起表面方法与翼子板隆起的修复方法相同。用很长的推动行程来修锉车门的隆起表面,如图 23 所示。自左到右确地确定隆起和凹陷点部位。对于凹陷损坏的区域直接沿着它的全长进行修锉,确保所有的不平处都得到了纠正。所有的车门外部边缘也可以像用锉的方法来进行检查。车门被恢复到原来的形状后,再用砂轮打磨。

③修锉顶盖板件。顶盖板件的外部隆起区域采用和修锉翼子板、车门相似的方法来锉平修整,如图 24 的箭头 1、2、3、4 所示。塔形车顶的平直而微弯曲的中部采用长的行程来锉动,将车身以 35 ° 角 背向冠形区域朝着顶盖中心推动,如图上的箭头 5、6、7、8 所示。然后
以交叉锉动的方式(箭头 9、10、11、
12 所示)锉动顶盖中心部位,直至所有的不平处都被检测到被消除。
6. 铝板件表面凹凸变形的整修
目前,宝马、奥迪 A8 等轿车的多 数 车 型 采 用 600 系(Al-Mg-Si)和 700 系(Al-Zn-Mg)铝合金来制造车身钣金件。铝板件的维修比起钢板件的维修难得多。铝板比钢板软得多,而且当铝板受到加工硬化后,难以二次加工成形。铝合金的熔点(660℃)比较低,加热以后容易产生翘曲变形。因此,在整修损伤的铝板件或构件时,应根据其特性谨慎地整修。
①铝板件的敲平。使用钣金锤和顶铁矫平铝板件变形,与以上介绍的钢板件整修方法基本相同,但针对铝合金的特性应注意 :a. 由于铝板比钢板软得多,敲平操作时须采用偏托法,因为偏托法敲击对铝板的变形较缓和。如果采用正托法敲击,铝板的可延展性不及钢板,敲击所导致的表面变形就不容易恢复。b. 用钣金锤在顶铁上敲击时,应该多次轻敲,而不能只是重敲一两次,否则锤击太重或次数太多会拉伸铝板。c. 对于铝板上出现的小范围凹陷,用尖锤或杠杆撬起效果很好。但应注意,不能使凹陷处升高太多,也不能用力过度而拉伸柔软的铝板。d.对于面积较大的弹性变形,可使用钣金锤和修平刀进行弹性敲击,以释放隆起变形处的应力。修平刀将敲击产生的力分散到一个较大的范围,使坚硬的折损处发生弯曲的可能性大为减小。但铝板的弹性小,操作时必须非常小心。e. 用车身锉来修平高出点和低点时,由于铝合金较柔软,锉修时应使用柔软性锉并轻轻施压,以免刮伤铝合金表面,锉的边缘棱角应圆滑,以免刮擦或造成金属刺。
②铝板件的机械打磨。进行表面打磨时要注意 :a. 只能在损伤处将油漆和底层涂料磨掉,不可磨到金属。b. 打磨 2 5 遍后,用一块湿布使铝板冷却后再重复操作,以降低温度和防止因热量增加而变形。c. 应使用双向砂轮机或电动抛光机打磨,磨具的粒度为 80 号或 100 号砂盘,配合一个泡沫材料的背板,转速应低于 25r/min。
③铝板件的热收缩。在开始矫正前,先用焰炬对损伤的铝板件加热。再围绕铝板的加热区用热敏涂料或热敏笔画一个加热区标志,均匀移动火焰,对变形处加热。当热敏涂料或热敏笔画的标志变色时,立即停止加热即可。
7. 钣金敲击工具的改进
轿车受撞击变形部位常常涉及复杂和狭窄的局部位置,使手工敲击十分困难,甚至不可能。例如车门、车身拐角处、车体骨架等地方。这时,只能用各种辅助棍棒等工具,用手工敲打,费时费力,整形质量也不好,有时外观不好看,就只有用泥子填补凑合。对于焊接后消除内应力,如果在一些狭窄部位也是不好处理的。另外,一些电镀装饰板件变形根本不能随便敲击,因为即使通过敲击修正了形状,却使电镀光亮的表面破坏无遗,永远失去了装饰作用。
针对以上情况,钣金敲击工具要具备的功能是 :a. 能在狭窄工位上工作 ;b. 能敲击到狭小复杂的钣金变形部位上去 ;c. 能节省体力 ;d. 能较顺利地修复变形钣金件;e. 工作效率高。另外,若是将原有工具进行改进,其成本不能太高,制作工艺不能太复杂且要易于推广使用。


")


