ЃЈ4ЃЉЗЂЖЏЛње§ЪБДјЕЅдЊЕФАВзА
ЂйМьВщЭЙТжжсКЭЧњжсЕФ“ЩЯжЙЕу”ЮЛжУЁЃ
ЂквбНЋЭЙТжжсЙЬЖЈзАжУT10504гУжЙЖЏЯњT10504/1АВзАдкЭЙТжжсЭтПЧЩЯЁЃ
ЫЕУїЃКИќЛЛХЁНєЪБашвЊМЬаја§зЊвЛИіНЧЖШЕФТнЫЈЃЌЫ№ЛЕЪБИќЛЛТна§ШћЕФЁЃаЮЛЗЁЃ
зЂвтЃКЭЙТжжсгаЫ№ЛЕЕФЮЃЯеЁЃЭЙТжжсЙЬЖЈзАжУT10494ВЛдЪаэзїЮЊЙЬЖЈжЇМмЪЙгУЁЃ
ЂлЙЬЖЈТнЫЈT10340вбХЁШыЦћИзЬхжаМЋЯоЮЛжУЃЌВЂгУ30N·mЕФСІОиХЁНєЁЃ
ЂмЧњжсвббиЗЂЖЏЛњзЊЖЏЗНЯђЗХжУЕНЙЬЖЈТнЫЈT10340ЩЯЃЈ“ЩЯжЙЕу”ЮЛжУЃЉЁЃ
зЂвтЃКЭЙТжжсгаЫ№ЛЕЕФЮЃЯеЁЃЭЙТжжсЙЬЖЈзАжУT10504ВЛдЪаэзїЮЊЙЬЖЈжЇМмЪЙгУЁЃ
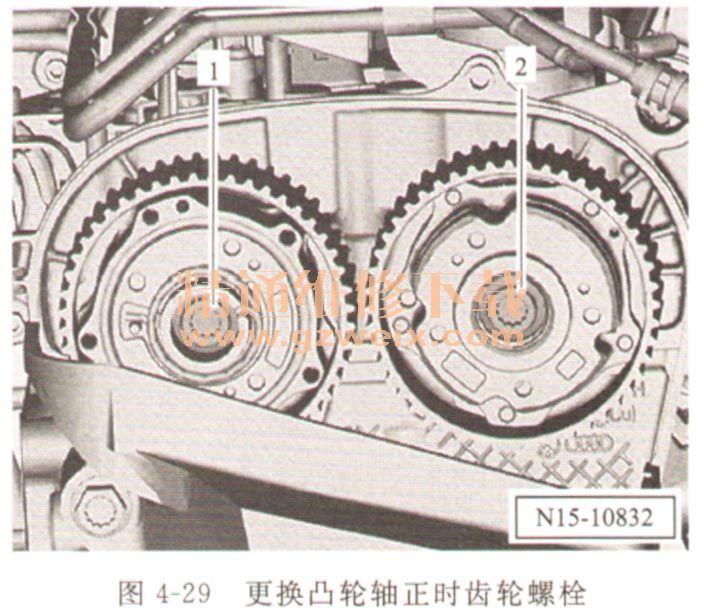
ЂнИќЛЛЭЙТжжсе§ЪБГнТжТнЫЈ1ЁЂ2ЃЈМћЭМ4-29ЃЉЃЌЫЩЖЏЪБХЁШыЁЃЭЙТжжсе§ЪБГнТжБиаыФмдкЭЙТжжсЩЯзЊЖЏЃЌЭЌЪБВЛдЪаэЧуаБЁЃ
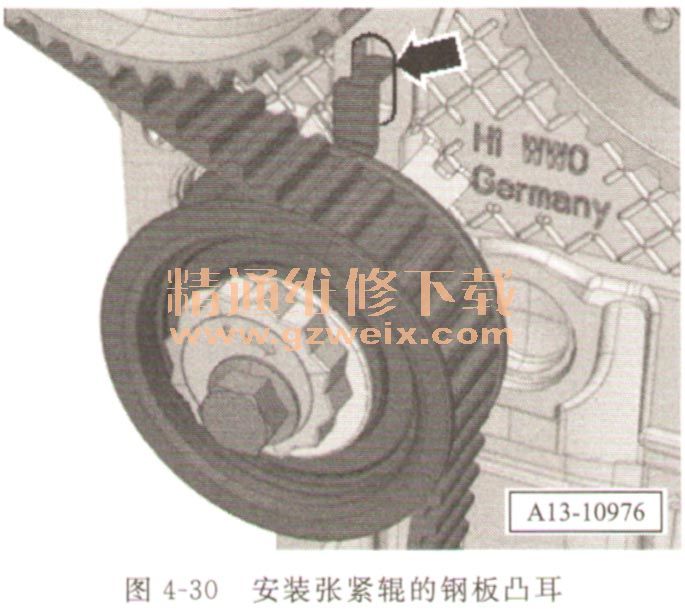
ЂоеХНєЙѕЕФИжАхЭЙЖњБиаыЧЖШыЦћИзИЧЕФж§дьАМВлжаЃЈМћЭМ4-30ЃЉЁЃ
ЂпНЋЧњжсе§ЪБДјТжзАЕНЧњжсЩЯЁЃ
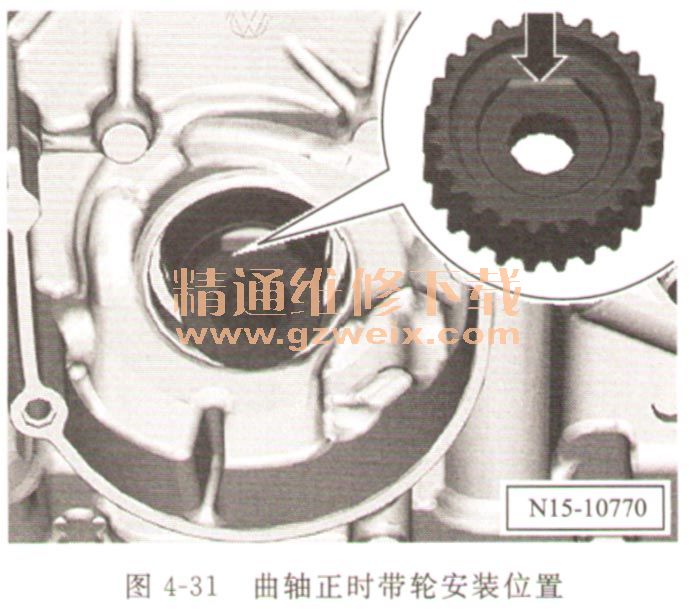
ЖраЈДјТжгыЧњжсе§ЪБДјТжжЎМфЕФНгДЅУцБиаыЮоЛњгЭКЭгЭжЌЁЃЧњжсе§ЪБДјТжЩЯЕФЯГЯїУцБиаыППдкЧњжсжсОБЩЯЕФЯГЯїУцЩЯЃЈМћЭМ4-31ЃЉЁЃ
ЂрАДееЭМ4-32ЫљЪОАВзАГнаЮДјЁЃ
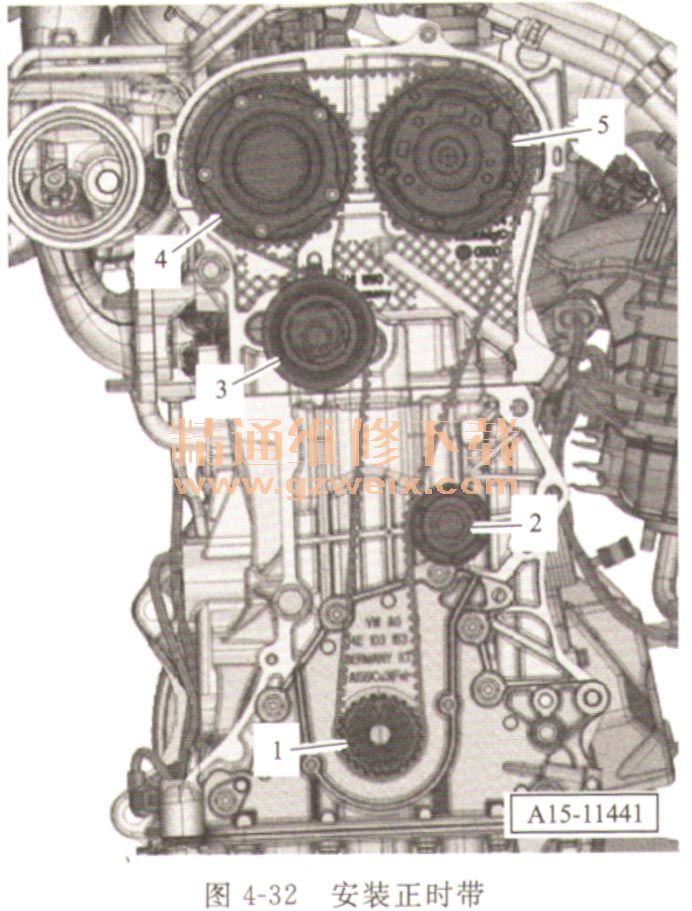
ЧњжсГнаЮДјТж1ЁЃ
ЕМЯђЙѕ5ЁЃ
еХНєТж2ЁЃ
ХХЦјВрЭЙТжжсе§ЪБГнТж3ЁЃ
ДјЭЙТжжсЕїНкЦїЕФНјЦјВрЭЙТжжсе§ЪБГнТж4ЁЃ
ЂсАВзАГнаЮДјЛЄежЯТВПЁЃ
ЂтАВзАЦЄДјХЬЁЃ
11НЋеХНєТжЕФЦЋаФТжгУЛЗаЮАтЪжSW 30 T10499ЯђМ§ЭЗЗНЯђзЊЖЏЃЌжБжСЕїНкжИеыЮЛгкЕїНкДАгвВрдМ10 mmЁЃ
12зЊЛиЦЋаФТжЃЌЪЙЕїНкжИеызМШЗЮЛгкЕїНкДАФкЁЃ
зЂвтЃКХЁНєСІОиДэЮѓгаЕМжТЗЂЖЏЛњЫ№ЛЕЕФЮЃЯеЃЌХЁНєЪББиаыЪЙгУХЄОиАтЪжVAS 6583ЃЌдкХЄОиАтЪжVAS 6583ЩЯЕїЩжХЁНєСІОиЪБЃЌБиаыНЋПЊПкЖШ13ЕФЙЄОпЭЗT10500ЩЯЕФЙцЖЈПЬЖШГпДчзЊШыХЄОиАтЪжФкЁЃ
13ЪЙЦЋаФТжБЃГждкетИіЮЛжУВЂХЁНєТнЫЈЃЌЮЊДЫЪЙгУПЊПкЖШ13ЕФЙЄОпЭЗT10500МАХЄОиАтЪжVAS 658ЁЃ
ЬсЪОЃКШчЙћМЬајзЊЖЏСЫЗЂЖЏЛњЛђЗЂЖЏЛњдјдЫааЃЌдђПЩФмЕМжТЕїНкжИеыЯрЖдЕїНкДАЕФЮЛжУТдЮЂЦЋРыЁЃетжжЧщПіВЛгАЩЮГнаЮДјеХНєЁЃ
зЂвтЃКЭЙТжжсгаЫ№ЛЕЕФЮЃЯеЁЃЭЙТжжсЙЬЖЈзАжУT10504ВЛдЪаэзїЮЊЙЬЖЈжЇМмЪЙгУЁЃ
14гУ50N·mЕФСІОидЄХЁНєТнЫЈЃЌЮЊДЫЪЙгУЙЬЖЈжЇМмT10172МАЪЪХфНгЭЗT10172/1ЁЃ
15ХЁГіЙЬЖЈТнЫЈT10340ЁЃ
16ХЁГіТнЫЈЃЌШЁЯТЭЙТжжсЙЬЖЈзАжУT10494ЁЃ
17МьВщХфЦјЯрЮЛЁЃ
ЩЯвЛвГ [1] [2] [3] [4] [5] [6] ЯТвЛвГ





