2.4搭铁安装工艺
在整车的搭铁中,一般使用搭铁螺栓匹配焊接螺母和螺母匹配焊接螺柱2种安装方式,如图6所示。目前汽车上一般使用M6和M8两种规格的螺栓和螺母,其中
蓄电池的搭铁一般使用M8的,其余使用M6的。

要保证搭铁的良好性,一般推荐采用图6a的安装方式,车身上的搭铁点为焊接螺母形式,因为搭铁螺栓可以使用带压印螺栓,安装过程中可以更好地刮去焊接螺母中的漆,保证导电性。还可在线束搭铁端子和车身之间加一个内锯齿锁紧垫片,拧螺栓时就可利用垫片上的锯齿将车身上的漆刮去。从工艺生产方面来说,焊接螺母形式优于焊接螺栓,如驾驶室内地板上采用焊接螺栓可能会影响地毯铺设,同时也给操作者行动带来不便。
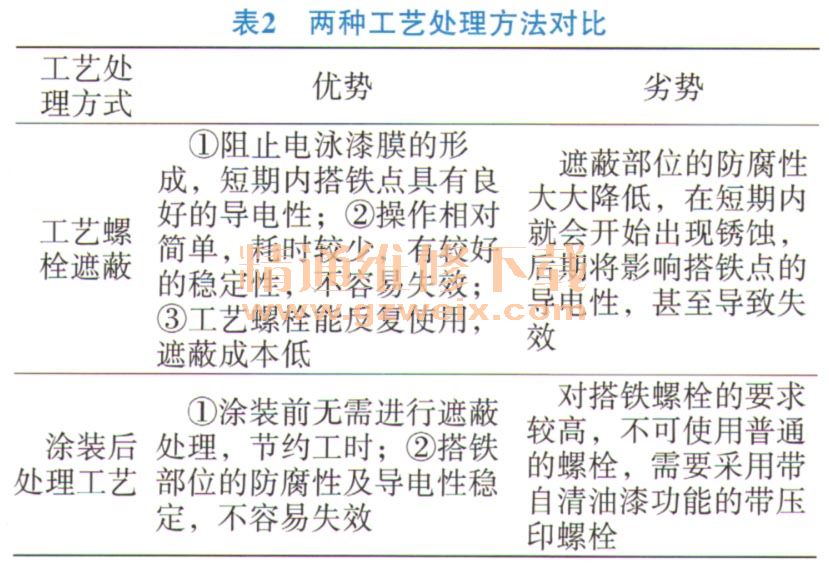
车身搭铁点的涂装工艺处理在制造过程中容易被忽视,但这个小细节如果处理不当,可能会导致搭铁点失效。搭铁点的涂装处理,目前国内主机厂采用的方式一般有2种:一种是使用工艺螺栓遮蔽;另一种是在涂装后利用螺栓进行“攻螺纹”处理,以达到对漆层进行清除的效果。工艺螺栓遮蔽的处理方式适用于对车身焊接螺母进行电泳涂装遮蔽。在车身进入涂装车间之前,使用工艺螺栓进行预安装,通过工艺螺栓与焊接螺母的紧密结合,防止电泳漆渗入,从而避免电泳漆在螺母内、车身与螺帽贴合面的形成。涂装后处理工艺是搭铁部位按照正常工序进行全部的前处理、电泳处理,涂装完毕后,通过用搭铁螺栓攻螺纹的方式对焊接螺母内的漆层进行清除,从而实现导电。这两种方式在主机厂均有使用,各主机厂根据自己的工艺特点进行选择,两种方式各有优缺点,详见表2。
有自清油漆功能的带压印螺栓见图7。螺栓螺纹头部采用了三等分刮削槽,在螺栓外径对称压印的结构形式。目前使用的搭铁螺栓大多为这种带刮削槽的螺栓。因此,搭铁螺栓标准件的设计及品质至关重要,要保证搭铁螺栓的自清漆功能以及在装配过程中的平顺性。

搭铁点的去漆效果不理想,很可能会影响到搭铁效果,导致相关系统发生故障。有个实际案例:故障车的现象为车辆仪表上的
ABS、ESP、安全气囊报警灯常亮,信息窗显示“变速器故障”,速度表、里程表失效。通过使用诊断仪检测,各故障系统中均有“
ABS(ESP)丢失”的故障代码。最后检查ESP控制单元搭铁线处有油漆,清除油漆后重新安装,车辆恢复正常。
车身搭铁点的涂装工艺处理直接会影响到搭铁点的搭铁性能,所以需要选择合理的处理方式,从而保证搭铁可靠性。
3 结论
电器件要工作就要有回路,而回路搭铁线是必不可少的。搭铁设计是一项重要的设计,也是难度较大的一项设计,所以要对其引起足够的重视。
在搭铁设计中,要遵循就近搭铁的基本设计原则、信号搭铁与功率搭铁区分对待、重要电气系统的特殊要求等。因此搭铁点的数量、具体位置及每个搭铁点连接的负载就是搭铁设计核心。搭铁线的走向、搭铁端子设计都要合理,这样才能保证搭铁的整体可靠性。另外,搭铁的安装工艺也是设计中不可忽略的一部分。目前,搭铁设计已越来越受到重视,我们需要借鉴以往的设计经验,并运用先进技术分析手段不断提升设计能力。
上一页 [1] [2] [3]





