・上一文章:一种应用于压路机上的液控换向变速
・下一文章:大众桑塔纳加速时发动机抖动
我单位1台用于运输大型矿用设备和配件的150t大型平板拖车,其自身质量为42t、装载质量为150t。该平板拖车经10多年使用后,底架梁出现微小疲劳裂纹,由于未及时对裂纹进行修复,造成底架梁断裂。
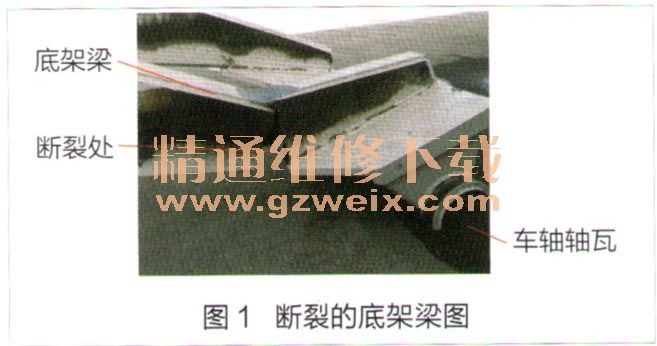
底架梁为箱型平衡梁结构,中间设有销孔,与平板拖车车架连接,两侧为车轴轴瓦,用于安装车轴。断裂部位位于车轴处,该处箱型结构宽为150mm、高为230rnm,如图1所示。
根据底架梁断裂情况,经研究,我们决定采用焊接方法进行修复,为了保证焊接后的强度,我们制定并实施了以下焊接工艺。
1.焊前准备
(1)选择焊机及焊丝
根据焊件母材性能和焊接量,我们选择米勒DimenSion .TM . 812型气体保护电焊机和ZX-630型直流电焊机,并选用TM-771型焊丝。
(2);青理及测量
清理底架梁断裂部位附近油污及杂质,将底架梁断裂处两侧各10omm处油漆清理干净,用磨光机打磨出金属光泽。
平板拖车两侧的底架梁呈对称布置,两侧的底架梁尺寸完全相同,此次仅一侧底架梁断裂。断裂的底架梁焊接修复尺寸,可参考另一侧底架梁。通过对另一侧底架梁测量得知,底架梁中心销孔到两侧轴瓦的距离(轴瓦内侧)尺寸为1533mm,2轴瓦内侧之间的距离为2797mm,用这2个尺寸进行定位,可将焊接修复误差控制在1 2mm,可保证焊后安装尺寸。
(3)切割坡口
底架梁下面板、腹板完全断裂,上面板严重变形(见图1)。为了校正变形,保证焊后恢复原有尺寸,需将断裂部位完全切除。为避免焊接部位产生应力集中,将相邻焊缝的距离错开100mm。为提高底架梁强度和使用寿命,对上、下面板进行挖补,经测量上面板挖补长度为200mm。
为了保证母材的性能,切割时采用热影响区较小,母材组织性能变化小的ZX-630型直流电焊机和碳棒进行碳弧气刨切割。切割时,先将上面板及腹板剩余连接部分切开,再将影响对接的变形部位刨掉,并将焊接处刨成V形、角度为50°的坡口,最后将坡口打磨至光亮。
(4)制作面板和衬板
原底架梁上、下面板钢板厚度为25mm,材料为16Mn钢,根据底架梁的宽度及所留坡口尺寸,确定底架梁上、下面板挖补底用的面板尺寸,如图2a所示。
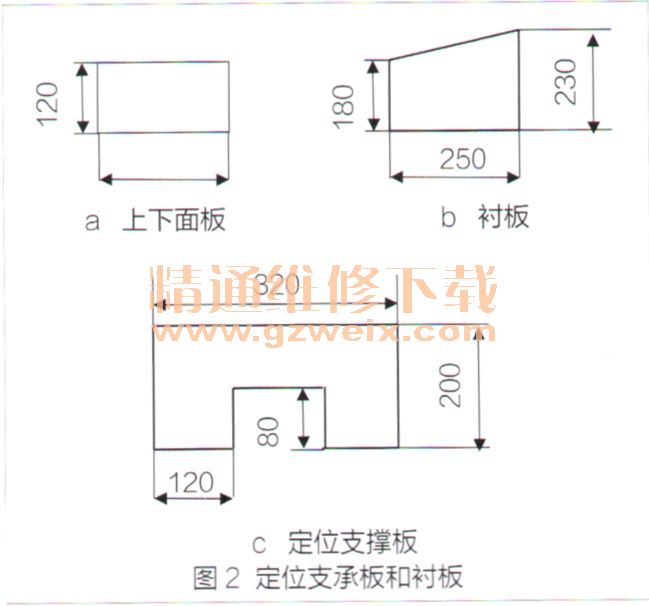
底架梁腹板厚度为14mm,为了保证焊接后底架梁的强度,在底架梁内部2侧的腹板上增焊2片衬板,衬板的材料为16Mn钢,厚度为16mm。衬板外形尺寸如图2b所示。
为了使焊接时底架梁不会变形,焊前先在底架梁2侧各焊接1块定位支撑板。定位支撑板选择普通碳素钢制作,厚度为20mm,其外形尺寸如图2c所示。
2.定位及焊接
(1)定位
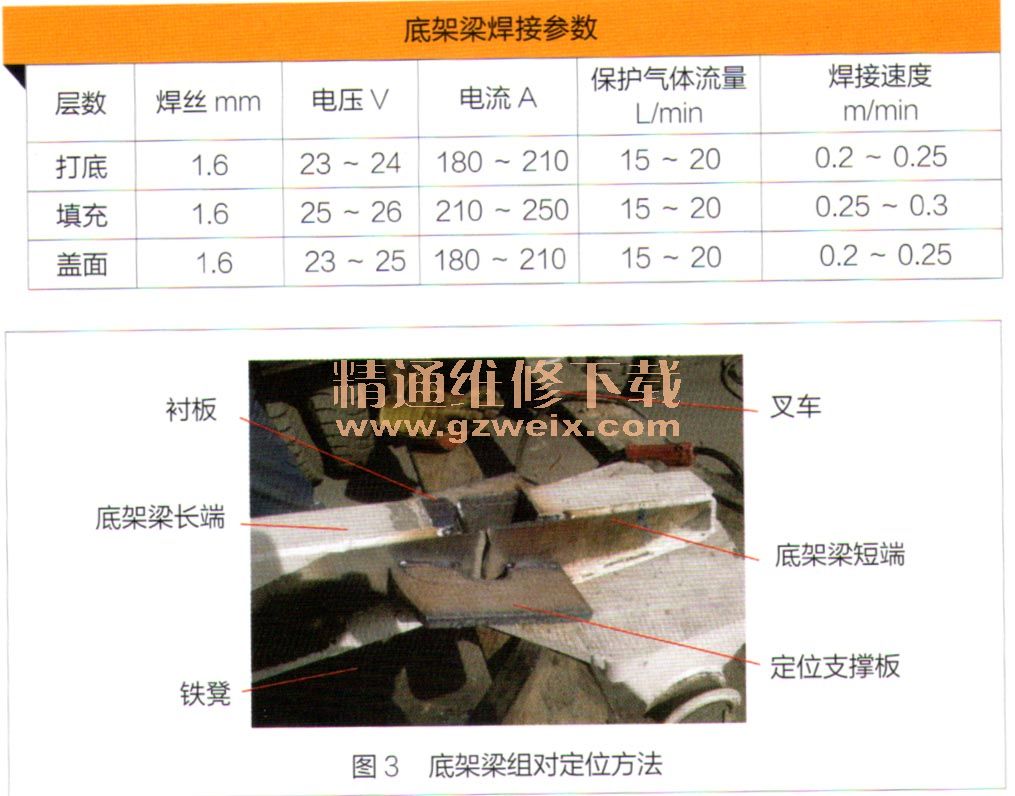
切割后的底架梁为长、短2部分,先将长端用铁凳支撑好,利用叉车叉着短端进行组对。在短端两侧垫上铁板用来调整高度。将尺寸调整合适后进行点焊固定。点焊固定后再利用定位支承板进行定位,以防止焊接过程中发生变形。底架梁组对定位方法如图3所示。
(2)焊接
定位完成后,首先焊接腹板的立焊缝(对接焊缝),其次在底架梁内部焊接衬板(为角焊缝),然后焊接上、下面板(上、下面板前、后焊缝为对接焊缝,两侧与腹板连接为角焊缝)。最后将定位支承板切割下来,把焊缝接头打磨光滑。底架梁焊接及焊后外观如图4所示。

(3)工艺要求
焊前要对底架梁进行预热,预热温度控制在180℃。焊接时底架梁温度控制在200℃以下,以防温度过高,造成焊缝塌陷。为了保证焊接质量,打底、填充、盖面焊接时,我们选用焊丝直径、焊接电流、焊接电压、保护气体流量及焊接速度按照附表所示参数进行焊接。
由于底架梁内部空间较小,焊接时采用单人焊接。底架梁外部2侧焊缝距离较近,为了使焊接时两侧焊缝受力均匀,减少焊接变形,采用双人对称焊接。焊接时要在底架梁中间设置挡光板,防止焊接时的弧光晃伤对侧电焊工眼睛。
3.焊接注意事项
每焊完1层都要用风铲将熔渣清理干净,如不慎出现气孔或夹渣,要停止施焊,利用碳弧气刨将气孔和夹渣清理干净再继续施焊。
电焊时严禁在坡口边缘及附近母材上起弧,避免因起弧伤害母材。每对焊缝对称焊接速度要同步。施焊时宜采用窄焊道、多层焊接,将层间温度控制在200℃以下。第1层打底焊时要保证焊透,盖面焊时要避免咬边。
施焊过程中不要停留,安排多个电焊工,在规定时间轮流焊接,直到所有焊缝焊接完成为止。
在焊接完成后,要对焊缝进行保温缓冷处理,温度控制在180~200℃之间,保温时间为4~5h。保温完成后,对焊缝外观进行检查,焊缝内部用超声波探伤检查,对不合格部分进行修磨或补焊。
该底架梁完成焊接后,将其装复至平板拖车。运行1年有余,至今未发现任何裂纹,工作情况良好。该底架梁焊接工艺可为类似结构件的焊接提供借鉴。





