・上一文章:WK-55型电传动挖掘机铲斗斗栓插座修复工艺
・下一文章:履带起重机安全技术现状调查与思考
4.紧固螺栓的维护
一些操作者认为回转支承螺栓紧固时用力越大越好,实际上当螺栓所承受的拉力超出螺栓本身的抗拉强度,将无法形成预紧力。为确保螺栓工作的可靠性,应按照该型号螺栓预紧扭矩的规定进行紧固。选用10.9级强度的螺栓,应选用材质为45#钢、经过淬火加中温回火处理、硬度为HRC39的平垫圈,禁止使用弹簧垫圈。10.9级强度螺栓的预紧扭矩如表2所示。

若回转支承有10%螺栓出现松动,其余螺栓在拉、压载荷作用下受力更大。螺栓松动会产生轴向冲击荷载,造成松动加剧及更多螺栓松动,导致螺栓断裂,甚至会发生机毁人亡事故。因此回转支承工作第1个100h和504h后,应检查螺栓预紧扭矩。此后每工作1000h应检查1次预紧扭矩,以确保螺栓具有足够的预紧力。
螺栓反复使用后,其抗拉强度会有所降低,尽管其重新安装时的扭矩符合规定值,但是紧固后的螺栓预紧力也会减小。因此重新紧固螺栓时,其扭矩要比规定值大30~50 N·m。回转支承螺栓拧紧顺序应采用180°对称方向多遍拧紧,最后一遍拧紧时,应保证所有螺栓具有相同的预紧力。回转支承螺栓拧紧顺序如图5所示。

5.齿轮间隙的调整
回转支承内齿圈与回转马达减速器输出齿轮装配时,应以回转支承内齿节圆径向跳动最高点来调节轮齿侧隙。啮合侧隙根据齿轮模数的大小进行选择,正常情况下齿轮啮合侧隙随着轮齿增大而相应增大。挖掘机回转支承内齿节圆径向跳动最大点处,与回转马达减速器齿轮的齿侧间隙Sh值≥0.03m(m为齿轮模数),如图6所示。
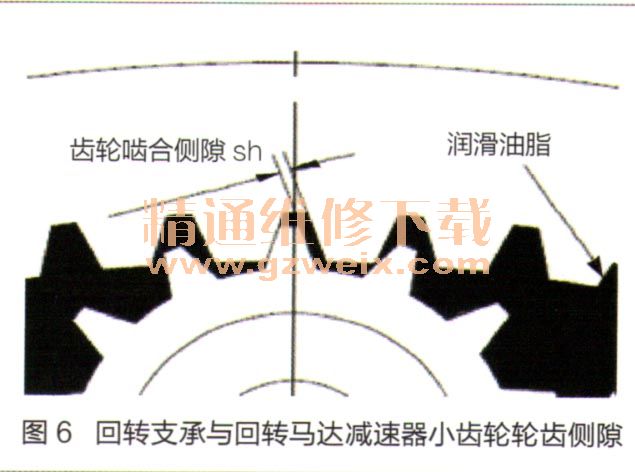
调整齿轮间隙时,应注意观察回转马达减速器与回转平台的连接螺栓是否松动,以避免齿轮啮合间隙过大或过小。这是因为若其间隙过大,会造成挖掘机启动和停止时对齿轮冲击力较大,容易出现异响;若其间隙过小,会造成回转支承与回转马达减速器小齿轮卡滞,甚至导致断齿。回转支承与回转马达减速器齿轮齿侧隙如图6所示。
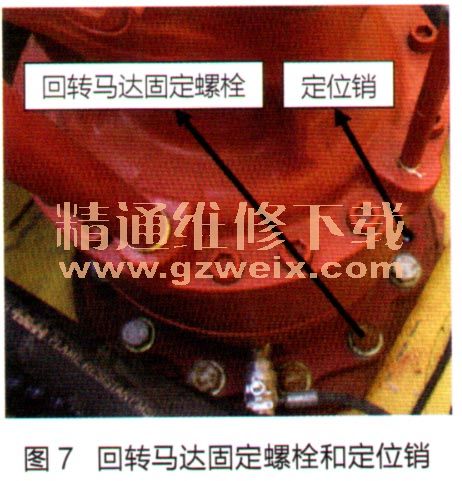
调整时还应注意观察回转马达与回转平台之间的定位销是否松动。定位销与销孔属于过盈配合,定位销不只起定位作用,还可增加回转马达减速器螺栓紧固强度,减少回转马达减速器松动的可能性。回转马达固定螺栓和定位销如图7所示。
6.堵塞的维护
回转支承堵塞是为拆装滚动体设置。定位销为圆锥结构,用于固定堵塞、防止堵塞串动。堵塞位于回转支承非承载处,位于主负荷平面两侧,如图8所示。

固定堵塞的定位销一旦松动,会引起堵塞位移,造成滚道在堵塞部位产生变化,滚动体运动时,就会与堵塞产生撞击并发出异响。操作者使用挖掘机时,应注意清理堵塞处遮盖的泥土,注意观察堵塞是否发生位移。
7.禁止用水冲刷回转支承
禁止用水冲刷回转支承,以避免冲刷用水及杂质、粉尘进入回转支承滚道,造成滚道腐蚀生锈,导致润滑脂被稀释、破坏润滑状态、润滑脂变质失效;避免任何溶剂接触到回转支承油封,以免造成油封腐蚀。
总之,挖掘机使用一段时间后,其回转支承容易出现噪声、冲击等故障,操作者应注意观察、及时检查,以便排除故障。只有正确、合理地维护保养回转支承,才能确保其正常运转,充分发挥其性能,延长其使用寿命。





