2.前机与后机协调控制
XGC88000型履带起重机由前机和后机2个独立动力单元组成,因此需要考虑前、后机协调控制。例如,当需要调整起重机超起配重位置时,需使后机垂直于前机行驶(十字行走);当需要改变起重机位置时,前机、后机需平行行驶(蟹型行走);当需要回转时,后机需绕前机行驶,以驱动前机回转支承旋转。如此需要多种行走、回转方式,使得该起重机的行走、回转控制更加复杂。下面以最为常用的后机驱动前机回转为例,介绍该起重机的前、后机协调控制原理。
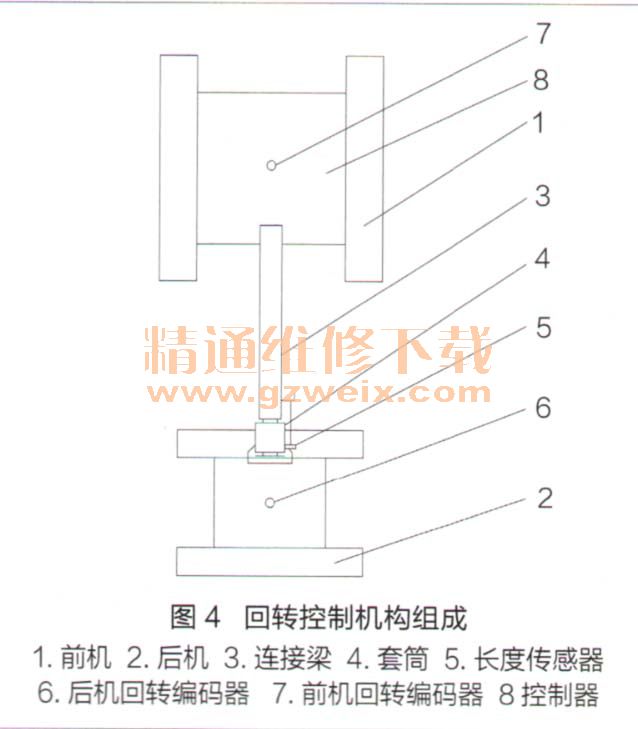
(1)回转控制机构
起重机回转控制机构由前机1、后机2、连接梁3、套筒4、长度传感器5、后机回转编码器已前机回转编码器7和控制器8组成,如图4所示。
(2)回转控制方法
整机回转过程中,通过检测后机相对前机角度θ、后机相对前机所允许的最大偏移角度δ、后机相对前机所允许的最大偏移位置入实现同步控制。
为了使后机相对前机角度θ具有向量的意义,定义后机履带与前机履带成90°,且后机前进方向为逆时针时θ为0°;前机不动,后机向内为0°~180°原地回转,向外为0°~180°原地回转。
(3)工作原理
回转准备当整机开始回转时,首先由控制器根据前、后机回转编码器(7、6)判断当前后机相对前机的角度θ,如果θ处于-90°~90°之间,则认为后机需要围绕前机进行逆时针回转,并根据当前角度值自动调整角度θ为0°,调整后机履带与前机履带成90°,由此完成回转前的准备工作。
回转根据当前回转半径计算后机2条履带行走差速比,经控制器处理输出电流信号至行走马达,驱动减速器动作,使后机围绕前机以近似圆形的路线行走。
如果开始回转时,判断后机相对前机角度处于90°~180°或-90°~180°时,则认为后机需要围绕前机进行顺时针回转,其控制方式与上述逆时针回转相同,只不过变化角度检测值。
修正控制器实时监测回转编码器及长度传感器发送的偏移角度δ及偏移位置λ的信号,并与预定偏差值进行比较。当实测的偏移角度δ或偏移位置λ超过预设的范围五时,则认为当前回转路线已偏离设定路线,需要原地回转以调整行走轨迹。此时后机自动原地回转,直至偏移角度δ达到预设范围,切换回差速行走状态,继续完成整机回转。回转控制系统修正控制流程如图5所示。

3.多机构同步控制
该起重机多机构同步控制包括卷扬机构的同步控制及行走机构的同步控制等,本文以多个卷扬机同步控制为例,介绍该起重机多机构同步控制原理。
(1)控制方法
该起重机采用4个卷扬机通过滑轮组提升同1个吊钩.在起吊时,4个卷杨机同时棵升或下落。若4个卷扬机的出绳量不相等,将导致吊钩的滑轮组偏斜,造成滑轮损坏或钢丝绳加速磨损。滑轮组偏斜还会使4个卷扬机的负荷不同,若起重机满载吊重,其中必然会有1个卷扬机出现超载。为了避免滑轮损坏、钢丝绳磨损以及卷扬机超载,必须控制4个卷扬的出绳、收绳速度保持一致,即必须控制4个卷扬机收放钢丝绳长度的差值△五小于目标值。
上一页 [1] [2] [3] [4] 下一页





