・上一文章:气吸式精量播种机使用与维修中应注意的事项
・下一文章:机械深松和深施肥的技术要点
摘要:本文专门介绍发动机配气机构气门组的结构与维修,重点说明气门组主要零件的功能、原理和设计思想,然后阐述气门的维修要点。
发动机的配气机构由气门组和气门传动组两个部分组成,本文专门介绍气门组的结构与维修。
气门组由气门、气门座、气门弹簧、气门弹簧座、气门锁夹、气门导管、气门油封等零件组成见图1。气门组的功用是保证气门快速开启、关闭以及对气缸进行密封。

1 气门组的结构
1.1气门
配气机构的气门分为进气门和排气门。进气门的作用是让新鲜空气由此进人气缸内,排气门则让燃烧后的废气排出气缸。
许多机型进气门头部的直径大于排气门头部,主要是为了增加充气量,从而提高气缸的燃烧效率和输出功率。
在传统发动机上,每个气缸都是1个进气门和1个排气门。但是为了提高进气和排气效率,现在的发展趋势是采用多气门技术。每个气缸设置多个气门的好处是:形成紧凑型燃烧室,喷油器布置翟中央,这样能使可燃混合气燃烧更迅速、更均匀,各气门的重量和开度适当减小,有利于提高气门开启和闭合的速率。
目前气门个数有2、3、4、5四种型式。4气门结构的惯性相对较小,运动更加灵活,开启或关闭的角度也更精准,因此4气门的应用越来越广泛。
1.2气门弹簧
气门弹簧的功用是保证气门关闭时能与气门座紧密地贴合,并克服气门组运动时产生的惯性力,使传动件不脱开,并始终受凸轮轴的控制。
气门弹簧一般为等节距圆柱形螺旋弹簧。当气门弹簧的工作频率与其固有的振动频率相等或为整数倍时,气门弹簧会发生共振。共振将使配气定时遭受破坏,气门发生反跳或者冲击,甚至造成弹簧折断。为了防止气门弹簧发生共振,在设计上采取了以下措施:
(1)采用双气门弹簧。就是在每个气门上安装两个直径不同、旋向相反的内外弹簧。由于两个弹簧的固有振动频率不同,当一个弹簧发生共振时,另一个弹簧能起阻尼减振作用。采用双气门弹簧还可以减小气门弹簧的高度。另外,当一个弹簧折断时,另一个弹簧仍可维持气门工作。气门弹簧旋向相反可以防止折断的弹簧圈卡人另一个弹簧内。
(2)采用锥形气门弹簧。锥形气门弹簧的刚度和固有振动频率沿弹簧轴线方向是变化的,因此可以消除共振的可能性。
(3)某些机型采用了不等节距单气门弹簧,由于不等节距气门弹簧的固有振动频率不是定值,从而可以避免共振的产生。
1.3气门导管
气门导管由灰铸铁、球墨铸铁或铁基粉末冶金制造。气门导管以一定的过盈量压入气缸盖上的气门导管座孔,再精铰气门导管内孔,以保证气门导管与气门杆的正确配合间隙。气门导管的功用是对气门的运动起导向作用,使气门做往复直线运动,并且保证气门与气门座正确贴合。此外,气门导管还能将气门杆的部分热量传送给气缸盖。
气门导管的润滑条件很差,仅仅依靠发动机运转时飞溅起来的机油来润滑气门杆和气门导管内孔。
1.4气门油封
气门油封一般由骨架和氟橡胶共同硫化而成。油封的径口部安装有自紧弹簧或钢丝,用于箍紧气门杆。气门油封可以防止发动机的机油经由气门进人进气管、排气管,或者进人燃烧室,减少机油的损耗量。气门油封在高温条件下工作,因此采用耐热性和耐油性优良的氟橡胶制作。
2 气门维修要点
气门的损伤主要是磨损和弯曲,相应的修理工艺是顶部焊片、顶部堆焊、锥面堆焊以及表面氮化,或者表面镀铬处理。
2.1气门杆弯曲的检查方法
判断气门杆是否弯曲,可以采取以下步骤:在平板上放置两个V型块,两者相距100 mm,然后将气门杆放置在V型槽上,用百分表触头抵住气门杆的中部,并且转动气门,测量气门杆中部的弯曲度。再将百分表的触头移至气门的头部,测量气门头部的径向跳动量。如果超过规定值,可以使用手压机进行冷压校直。
2.2气门密封性手工试验方法
(1)将气门放在相配的气门座上,然后轻轻拍打气门头数次,如果气门工作面中间出现一条连续的、灰色明亮的光环,说明气门与气门座接触正常。
(2)在气门的工作面上每隔4 mm划一道软铅笔线,然后将气门插人气门导管和气门座,转动1/8~1/4圈,或者拍打几下,如果铅笔线全部在环带中部中断,说明气门与气门座密封良好。
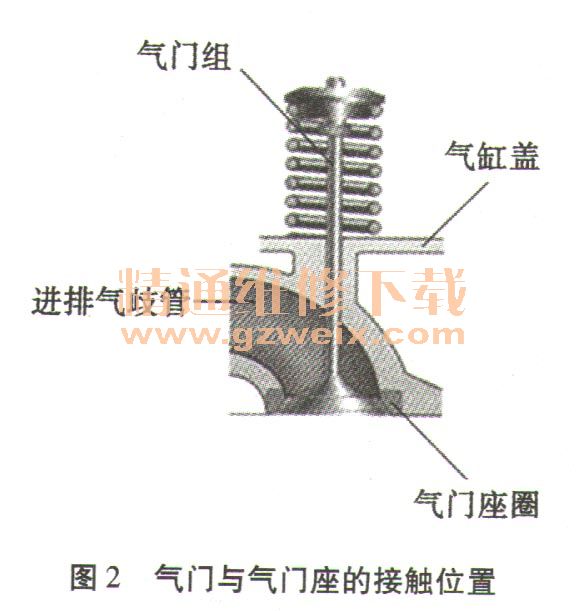
(3)在气门的工作面上涂抹一层红丹油,然后将气门压在气门座上,并且旋转1/4圈,如果气门座工作面上粘连的红丹油整齐而且不间断,说明气门与气门座密合良好。见图2。
(4)将气门插入气门导管和气门座,然后向气门头顶面倒少量煤油(或者汽油),如果有渗漏或者气泡出现,说明气门与气门座贴合不佳。


")


