・上一文章:尾气分析仪在发动机电控维修中的应用
・下一文章:汽车进水后的维修方法
塞焊作为车身修复过程中电阻点焊的替代焊接技术,在车辆维修企业车身板件更换的过程中使用广泛,因此塞焊作为职业学校汽车专业焊接技术的一项基本技能被收录教材,开展教学。塞焊实施起来时间短,质量要求高,不易掌握,教学过程也存在不少问题。本文简述通过实践经验总结出改善教学效果,低碳环保的方法,供大家参考。
一、塞焊简介
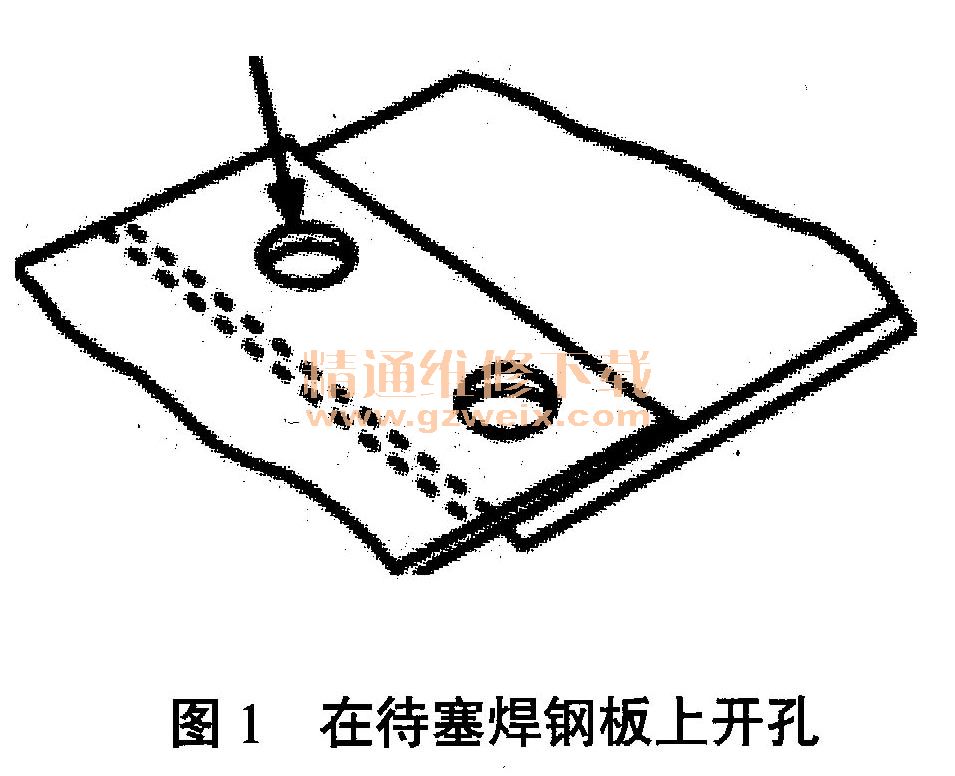
塞焊是点焊的一种形式,在需要焊接的上层待焊钢板上(一般厚度在1mm及以上)钻或冲一个孔(见图1),焊接时电弧穿过此孔熔化下层钢板和上层钢板孔边缘,熔化的焊丝将孔填满(见图2),冷却后2层钢板被焊接在一起。车身修复一般推荐结构性板件上的钻孔直径为8mm,装饰性板件上的钻孔直径为5mm即可。

二、塞焊应用
现在轿车多采用整体式车身,车身是由许多钢板焊接而成,制造过程中多采用工业机器人电阻点焊的方式焊接车身。但在修复过程中,受车间设备和工艺条件的限制,很难实施电阻点焊。在这种情况下,一般采用塞焊的方式替代原来电阻点焊,因此塞焊在车身修复企业应用较广,是一门基本的焊接技术。
三、塞焊教学
塞焊在维修企业中应用较多,因此在车身修复专业课程设置中也是必学的焊接技术。塞焊焊接常见的有2层板焊接法和3层板焊接法,在车身修复中基本就涉及此2种情况。2层板焊接相对简单,3层板焊接相对困难,但在实际教学过程中发现,2层板和3层板焊接技术都不容易掌握。塞焊原则上要一次性填满,不仅要避免二次焊接的热量影响板件的性能,还要避免二次焊接时,焊接区域狭小空间不能被熔化的焊丝填满,而造成焊缝存在气孔的缺陷。因此短时间的课堂训练很难焊出效果较好的焊缝(塞焊的焊缝实际是一个饱满的焊点)。





