3.气门导管的测量
在汽修工作中,与气门间隙测量一样,气门导管的测量也是难点。主要表现在:难以获得规范值、缺乏测量手段等,有些甚至直接用手晃动,凭主观感觉来判断间隙的大小。
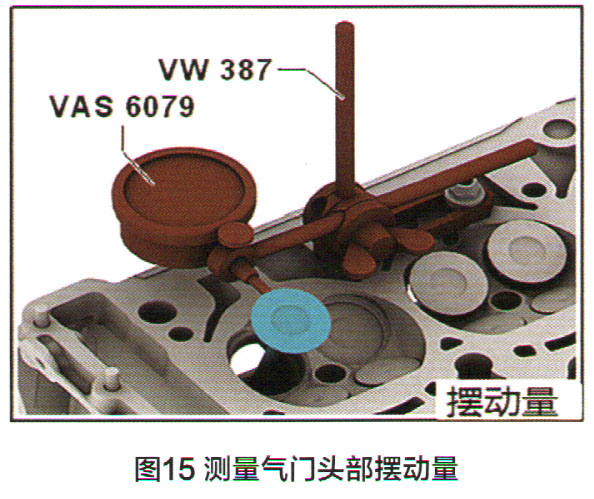
目前,常见气门导管的测量方法是用专用的支架并结合百分表进行测量。具体操作方法是(图14、图15):先固定好支架并调整好位置,然后将气门头部伸出一部分,大约在气门全开位置,测量气门头部的摆动量(CDZA型发动机的极限摆动量是0.60mm),进而得出气门与导管的间隙值。需要注意的是:由于缸盖都是铝制,所以磁性表座并不适用于测量该间隙。
如果气门导管间隙超差,则更换新气门,并重新测量,如果间隙仍旧超差,则需要更换汽缸盖。
另外,采用工业上常用的小孔测量规测量导管与气门间隙的逐渐增多。这种测量方法的优点是可以测量导管各处的磨损量,尤其是小范围的异常磨损,最重要的是,该值为直接测量值,确保了数值的准确和可信。
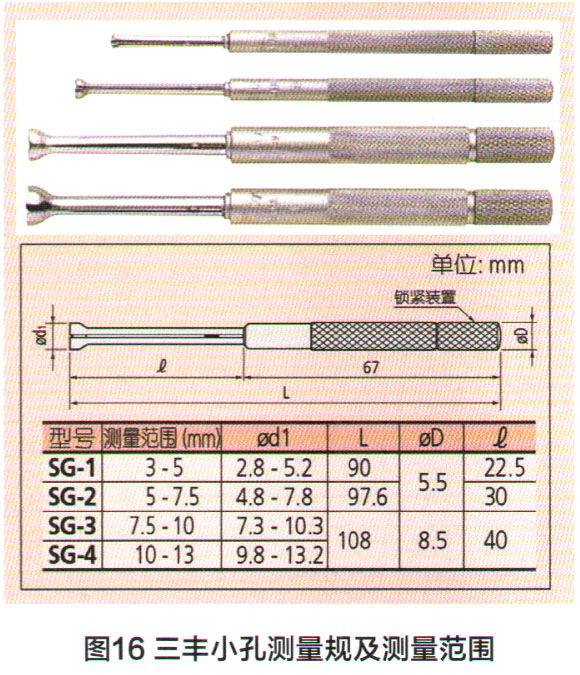
下面以三丰量具(图16)为例,介绍小孔测量规的使用方法。首先根据气门杆的直径,选取测量头,比如气门杆直径为6mm,那么我们便选取代号为SG-2的5~7.5mm的测量头,{瞰口别的尺寸则选取其它的测量头,最大可测量直径13mm的孔;将测量头伸入气门导管内,然后调整尾部的张紧装置,直到测量头在导管内完全张紧并可以有紧度地移动,取出测量头,用高精度外径千分尺或游标卡尺测出测量头的测量尺寸,最后将该测量值减去气门杆的直径,并将差值除以2即可计算出气门导管的间隙值。
根据经验,配合良好的气门与气门导管,在气门涂抹机油后,放入导管中,依靠自身的重量会缓缓下降,经实测,此时的气门导管间隙约为0.10~0.20mm。由于具体发动机的结构与性能差异,具体的间隙值请查阅维修手册。
关键词:

")
")
")
")

