・上一文章:比亚迪F6轿车发动机控制系统故障
・下一文章:剖析三菱劲炫防盗系统组成及工作原理
1.1安全生产
1.1.1汽车维修企业安全生产制度
为保证生产正常进行,保障员工身体健康,汽车修理厂的员工必须遵守安全生产制度。
①企业员工必须遵守《安全技术操作规程》,任何人不得违反。
②工作时不得擅离岗位,不得在工厂内打闹、追逐、大声喧哗,非工作需要不得随便到其他部门走动、聊天,不准带小孩进入厂区。
③必须按规定穿着劳动保护用品。车间内严禁吸烟。
④非工作需要不得动用任何车辆,车在厂内行驶车速不得超过5km/h,不准在厂内试刹车。
⑤加强对易燃物品的管理,除在用的以外,均应存放在指定位置。
⑥各工位应配备有充足的灭火器材,并加强维护保养使之保持良好的技术状态,所有的员工应学会正确使用灭火器材。
⑦工作灯应采用低压(36V以下)安全灯,工作灯不得冒雨或拖过水地使用,并经常检查导线、插座是否良好。
⑧手湿时不得搬动电力开关或插电源插座。电源线路、保险丝应按规定安装,不得用铜线、铁线代替。
⑨下班前,必须切断所有电器设备的前一级电源开关。
⑩作业结束后,要及时清除场地油污杂物,并将设备机具整齐安放在指定位置,以保持施工场地清洁。
1.1.2汽车安全生产伤害的预防措施
(1)火灾预防措施
①吸烟的时候,应到吸烟室。
②汽油及吸满汽油或机油的碎布有时可能自燃,所以它们应当被放置在带盖的金属容器内。
③在机油存储地或可燃的零件清洗剂附近,严禁使用明火。
④千万不要在处于充电状态的电池附近使用明火或产生火花,因为它们产生了可以点燃的爆炸性气体。
(2)机械伤害的预防措施
在汽车维修过程中,会因操作及设施的不规范而引起员工的挤、夹、扭、摔、划、割、砸、压等伤害。机械伤害的预防措施如下。
①车间内始终要保持工作场地干净,保护自己和其他人免受伤害。不要把工具或零件留在有可能踩到的地方。养成物归其位的良好习惯。
②随时清理干净任何地方的燃油、机油、润滑脂,防止人员滑倒。
③工作时采用正确的姿势。
④搬运沉重的物体时要极其小心,以免砸伤脚。不要举起对来讲很重的物体,以免腰部受伤。
⑤在操作旋转物体时,不要戴手套。
⑥在处理易碎、易爆的物体时,要戴好防护眼镜。
⑦在升降车辆时,只要轮胎离开地面,就要确认车辆是否牢固地支承在举升机上。
⑧要阅读说明书,正确地使用各种电气、液压和气动设备。
(3)电器伤害的预防措施
电器伤害主要指因操作、设备的不规范所引起的触电,或因电路老化等原因所产生的电火花而引起的火灾。电器伤害的预防措施如下。
①如果发现电气设备有任何异常、短路或发生火灾,首先关闭电源。
②如果发现任何电器的布线不正确或保险丝断掉,立即检查原因或报告技术主管。
③不要靠近断裂或摇晃的电线;千万不要用湿手接触任何电气设备;千万不要接触标有“发生故障”的开关;拔下插头时,不要拉拔电线,而应当拉插头本身;不要让电缆通过潮湿、浸有油的地方、炽热的表面、尖角附近。
④在开关、配电盘或电动机等物附近不要放置或使用易燃物,因为它们容易产生火花。
⑤工作中如遇突然停电,必须切断电源。
(4)汽车尾气(废气)危害的预防措施
国际上已经将汽车尾气作为污染环境的最主要的因素。发动机排出的尾气中含有对人体、环境有害的成分。人长时间吸入含有一定浓度的尾气,会引起极大的、甚至致命的伤害。
汽车尾气危害的预防措施是:在车间的任何地方、任何时间启动发动机时,都要使用尾气吸排设备和通风设备。
(5)汽车上化工用品危害的预防措施
汽车内使用的各种化工产品往往会产生有害的气体,对人体造成伤害。例如,防冻液、化油器清洁剂、电解液、燃油类和油漆及稀料中的苯、燃油和废(旧)机油等的石油产品等,都含有对人体有害的物质。若长期不正确地接触使用,可能会造成人身伤害。
化工用品危害的预防措施:在使用化工用品时,要戴好各类防护用品,包括防毒面具、防护眼镜、防护手套等。当这些化学用品被误食、吸入、溅入眼睛、接触皮肤时,应立即送医院治疗。
(6)噪声危害的预防措施
汽车维修过程中,如果有损伤人们听力的噪声,应及时戴上防护耳塞。
(7)粉尘的预防措施
如果在汽车维修场所中有对人体有害的粉尘,应戴好防护面罩和防护眼镜。
1. 1. 3举升机安全操作规程
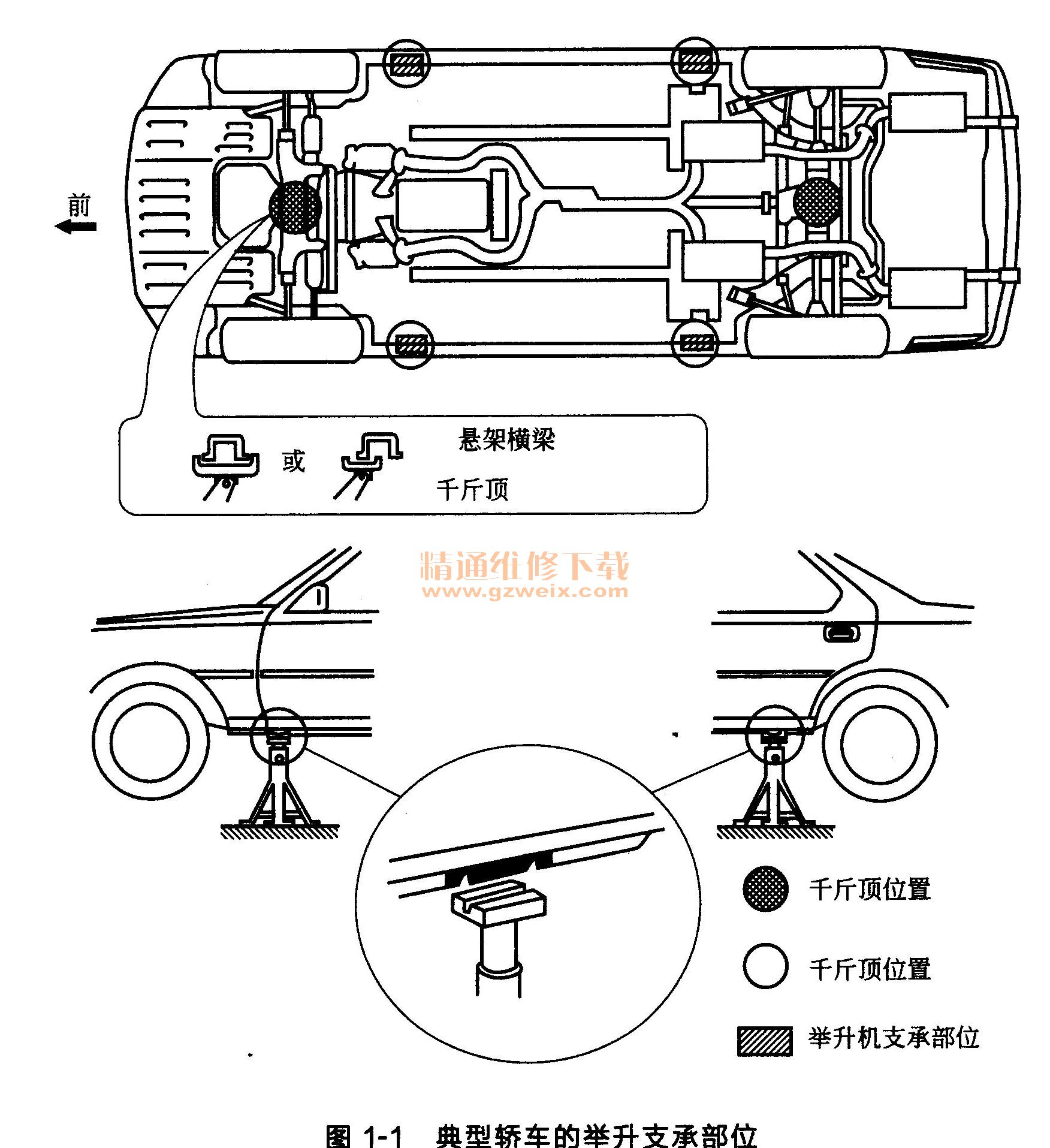
许多维修工序需要将汽车升离地面,在升起车辆前应确保汽车已被正确支承,并应使用安全锁以免汽车落下。在用千斤顶支起汽车时,应当确保千斤顶支承在汽车底盘大梁部分或较结实的部分。
注意,在举升车辆前,应先查找维修手册,找到车辆正确的支承点,错误的支承点不仅带来危险,而且会破坏汽车的车身结构。
图1-1所示为典型轿车的举升支承部位。
举升机安全操作规程如下。
①使用前应清除举升机附近妨碍作业的器具及杂物,并检查操作手柄是否正常。
②操作机构灵敏有效,液压系统不允许有爬行现象。
③支车时,四个支角应在同一平面上,调整支角胶垫高度使其接触车辆底盘支承部位。
④支车时,车辆不可支的过高,支起后四个托架要锁紧。
⑤待举升车辆驶人后,应将举升机支承块调整移动对正该车型规定的举升点。
⑥举升时人员应离开车辆,举升到需要高度时,必须插入保险锁销,并确保安全可靠才可开始车底作业。
⑦除低保及小修项目外,其他繁琐笨重作业,不得在举升机上操作修理。
⑧举升机不得频繁起落。
⑨支车时举升要稳,降落要慢。
⑩有人作业时严禁升降举升机。
11发现操作机构不灵,电动机不同步,托架不平或液压部分漏油,应及时报修,不得带病操作。
12作业完毕应清除杂物,打扫举升机周围以保持场地整洁。
13定期(半年)排除举升机液压缸积水,并检查油量,油量不足应及时加注相同牌号的压力油。同时应检查润滑、举升机传动齿轮及缝条。
1.2常用工具及量具
1.2.1常用工具
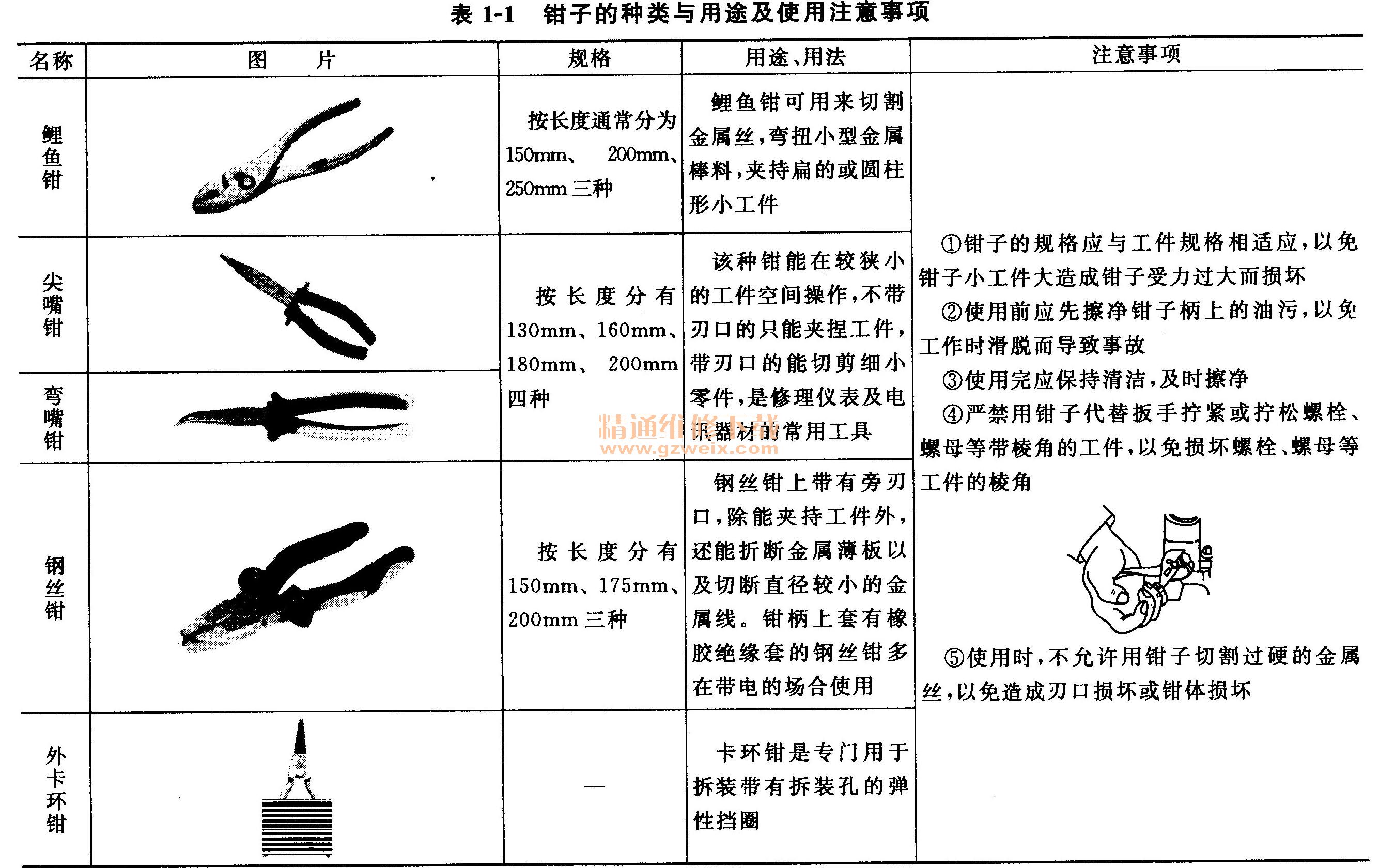
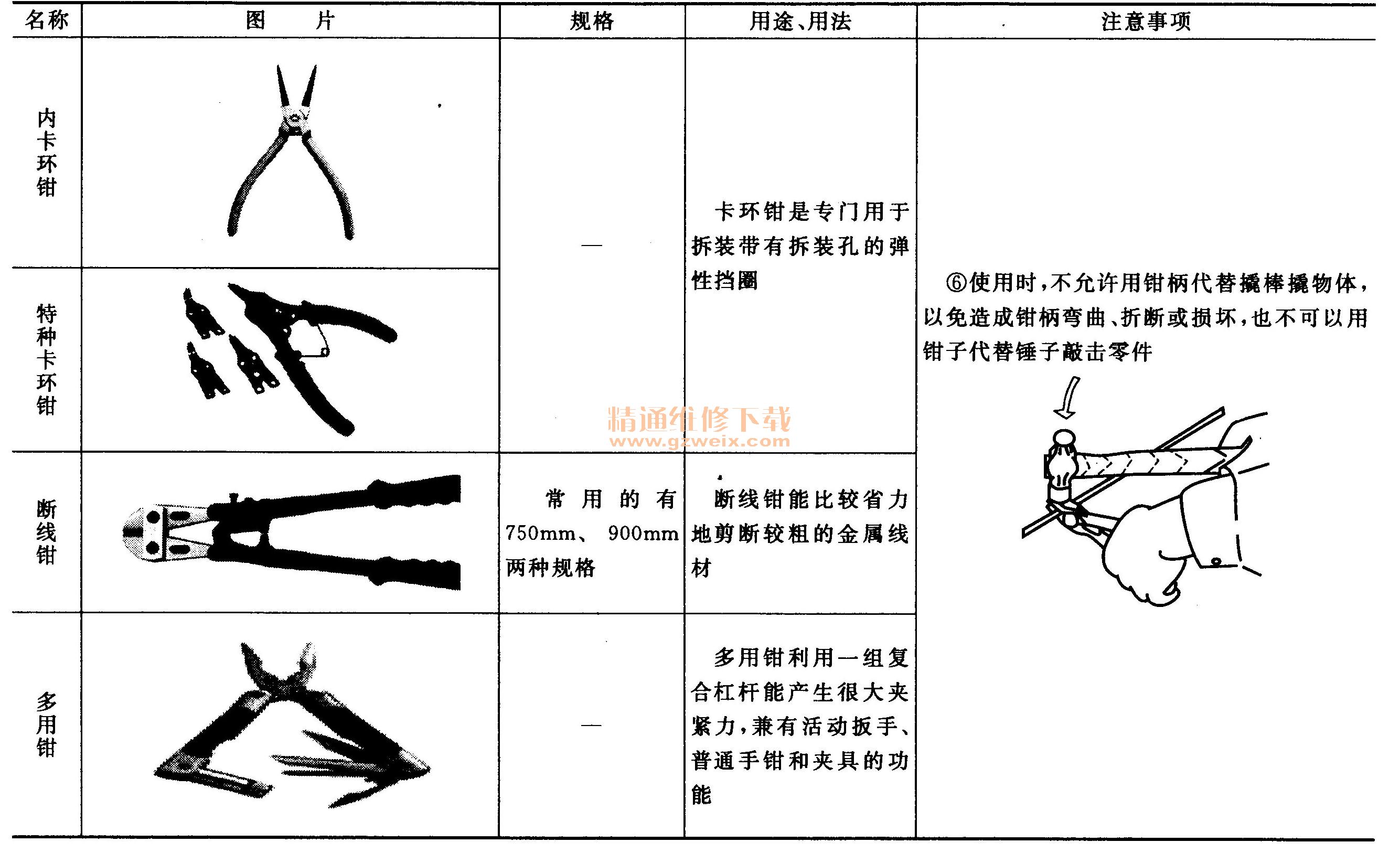
1(1) 钳子
摩托车维修作业中常用的钳子有鲤鱼钳、钢丝钳、尖嘴钳和弯嘴钳、断线钳、挡圈钳和多用钳等,种类与用途及使用注意事项见表1-1。钳子的规格一般以钳身长度来表示。
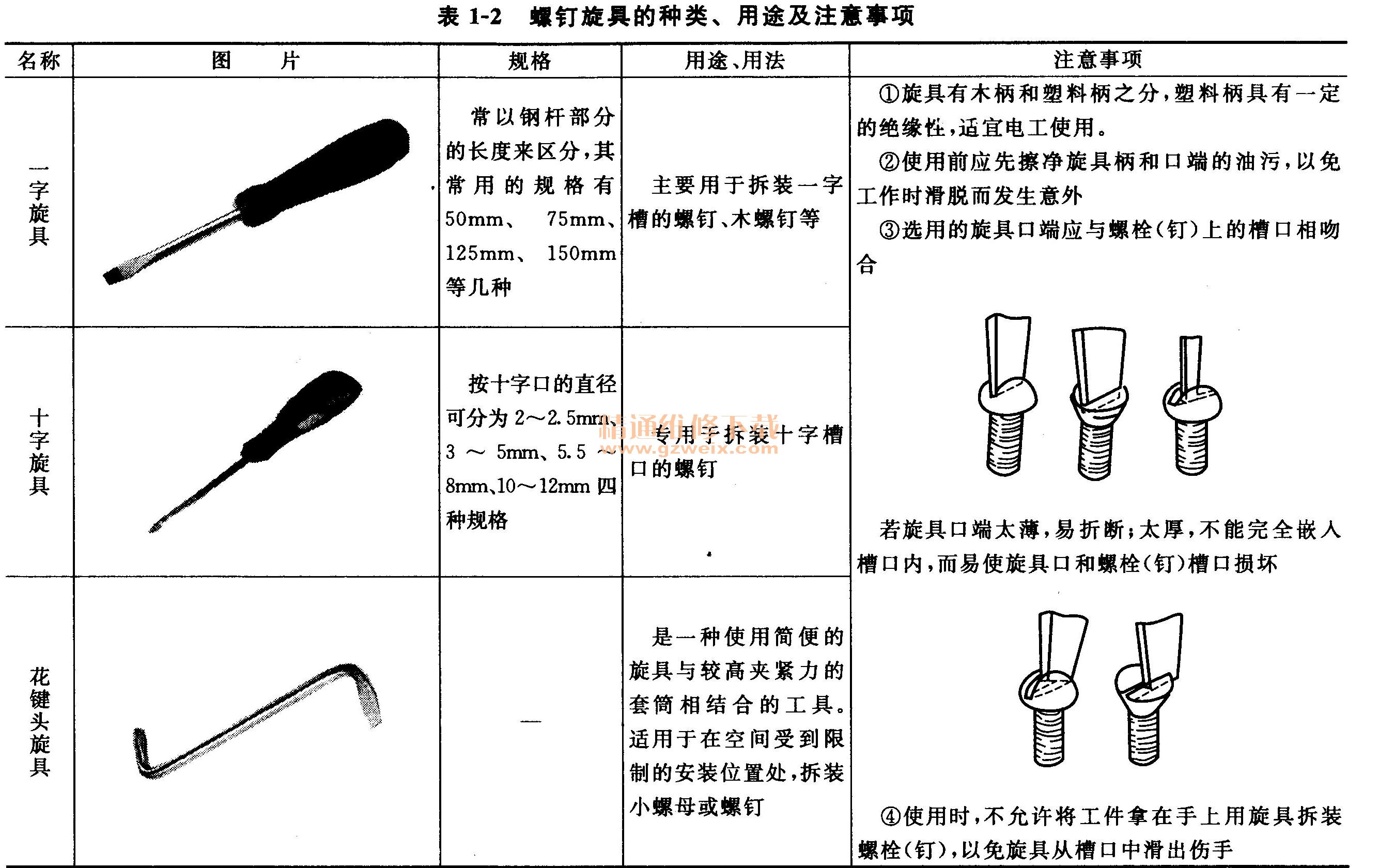
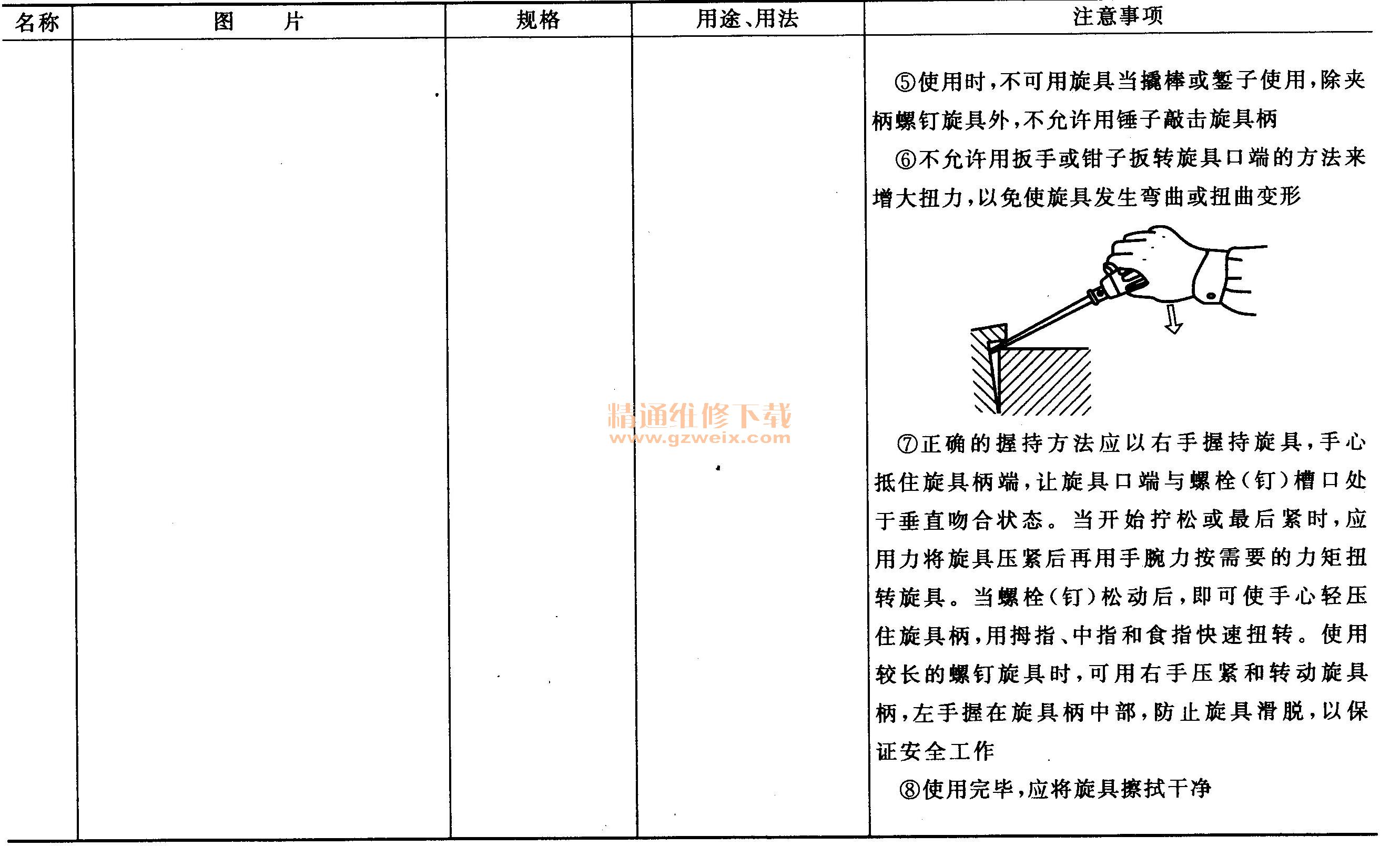
(2)螺钉旋具
螺钉旋具的种类、用途及注意事项见表1-2。
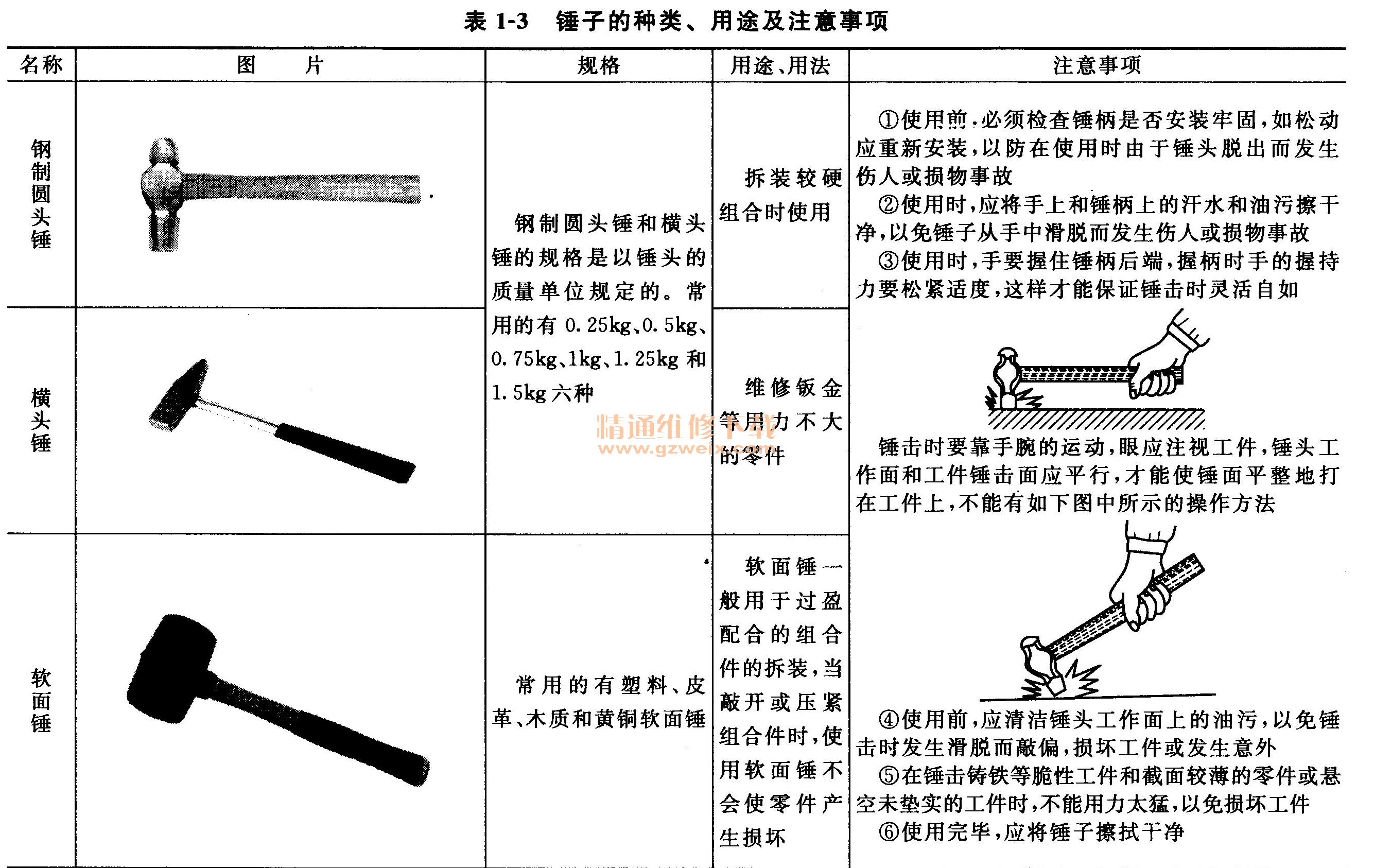
(3)锤子
锤子的种类、用途及注意事项见表1-3。
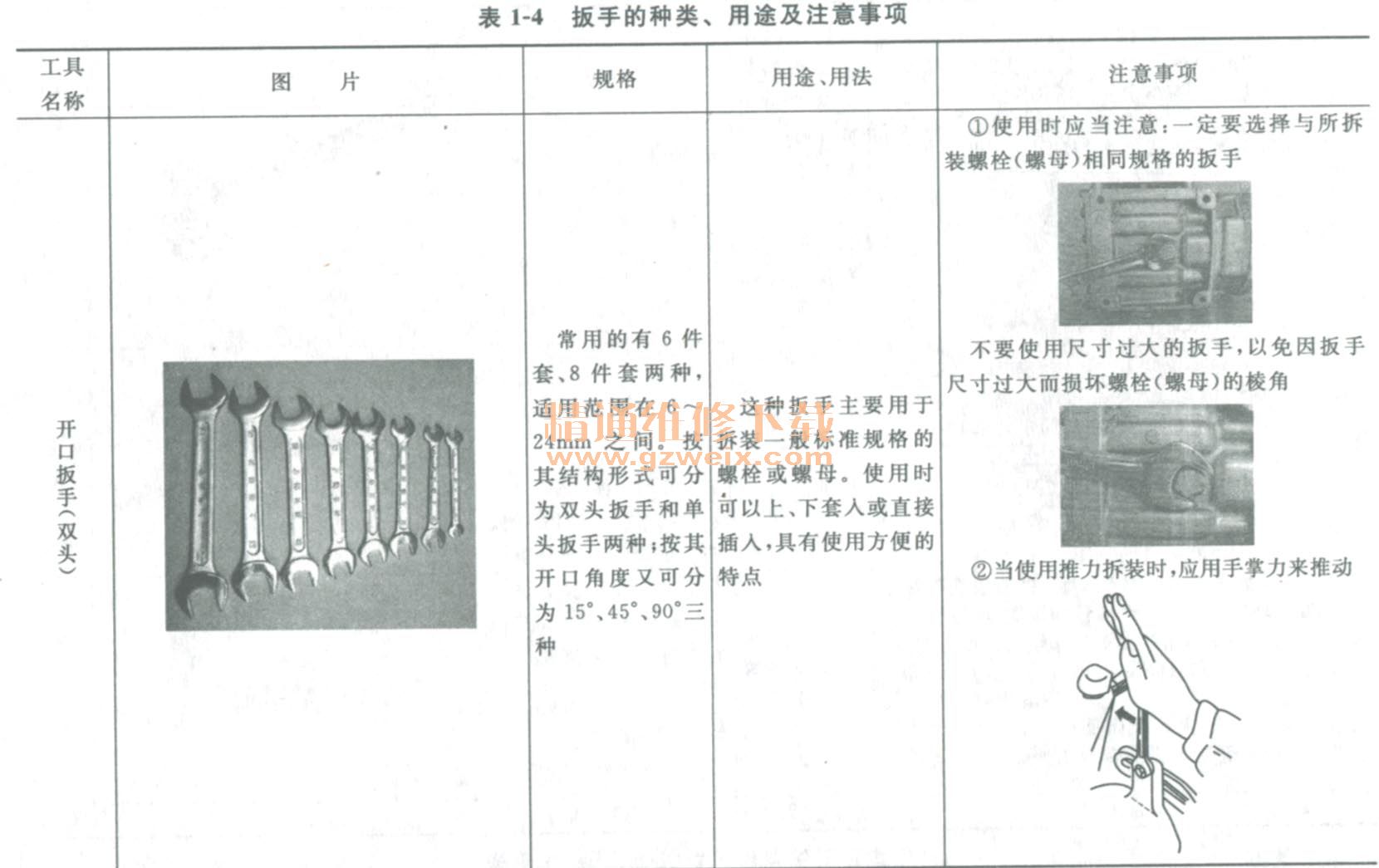
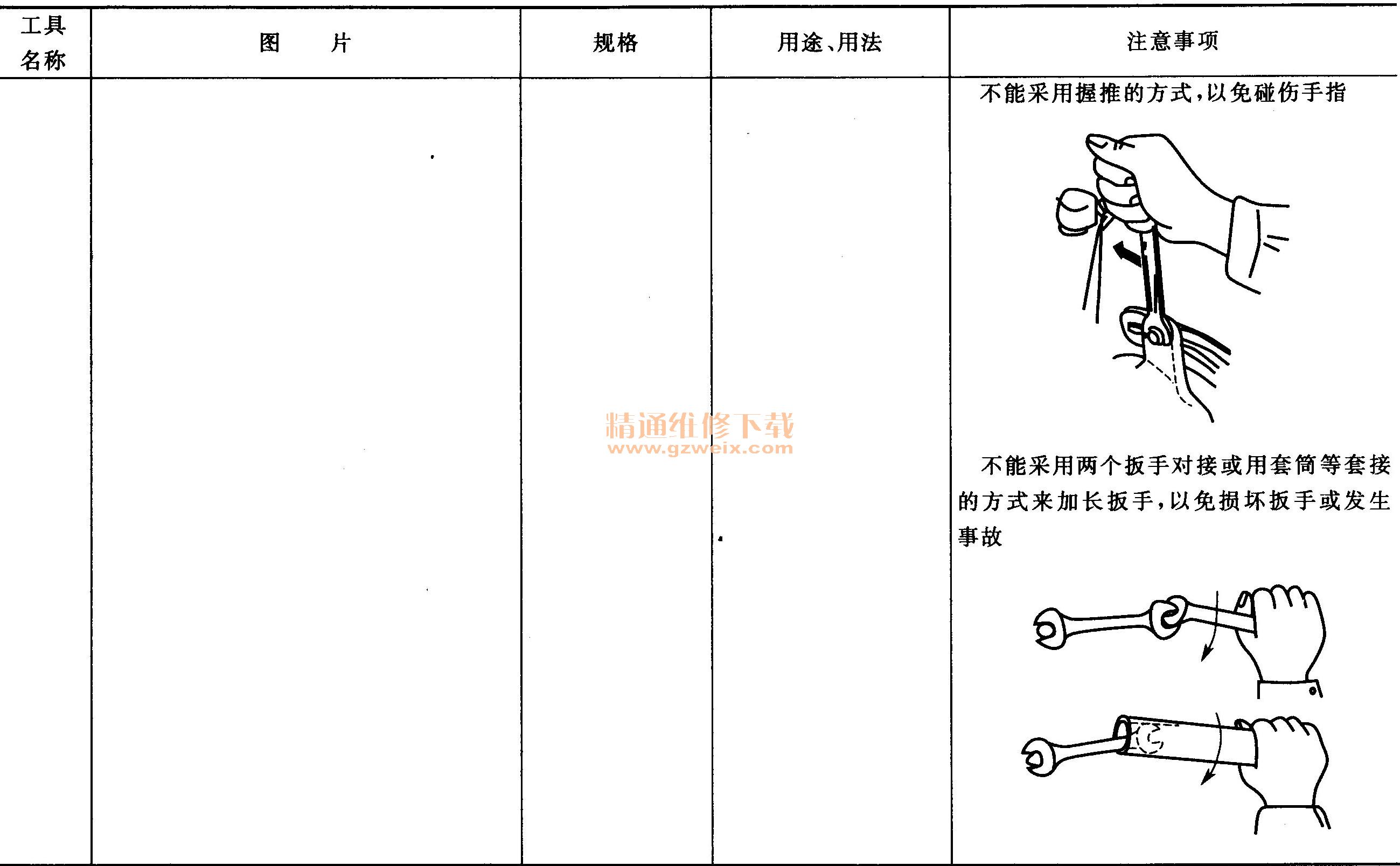
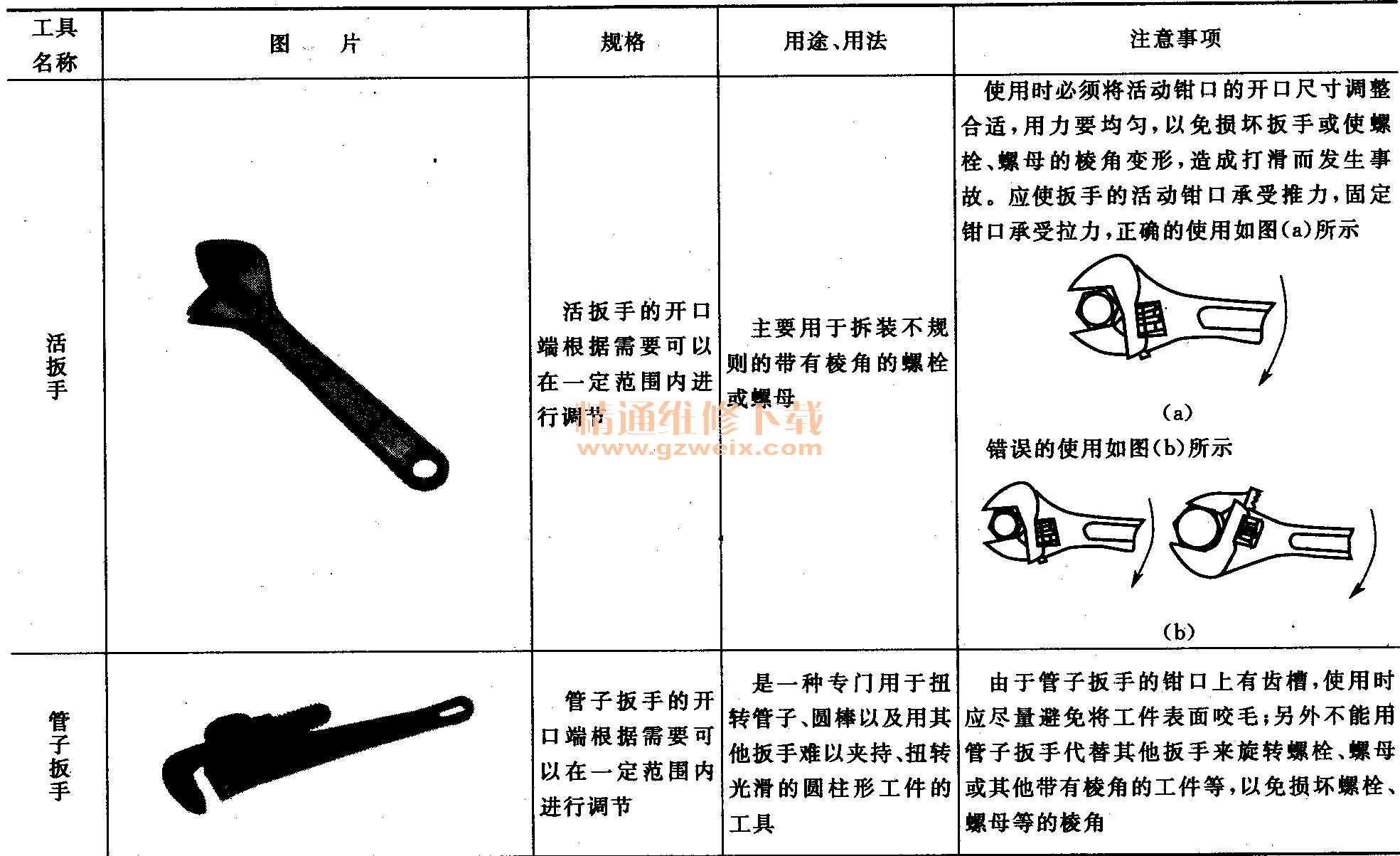
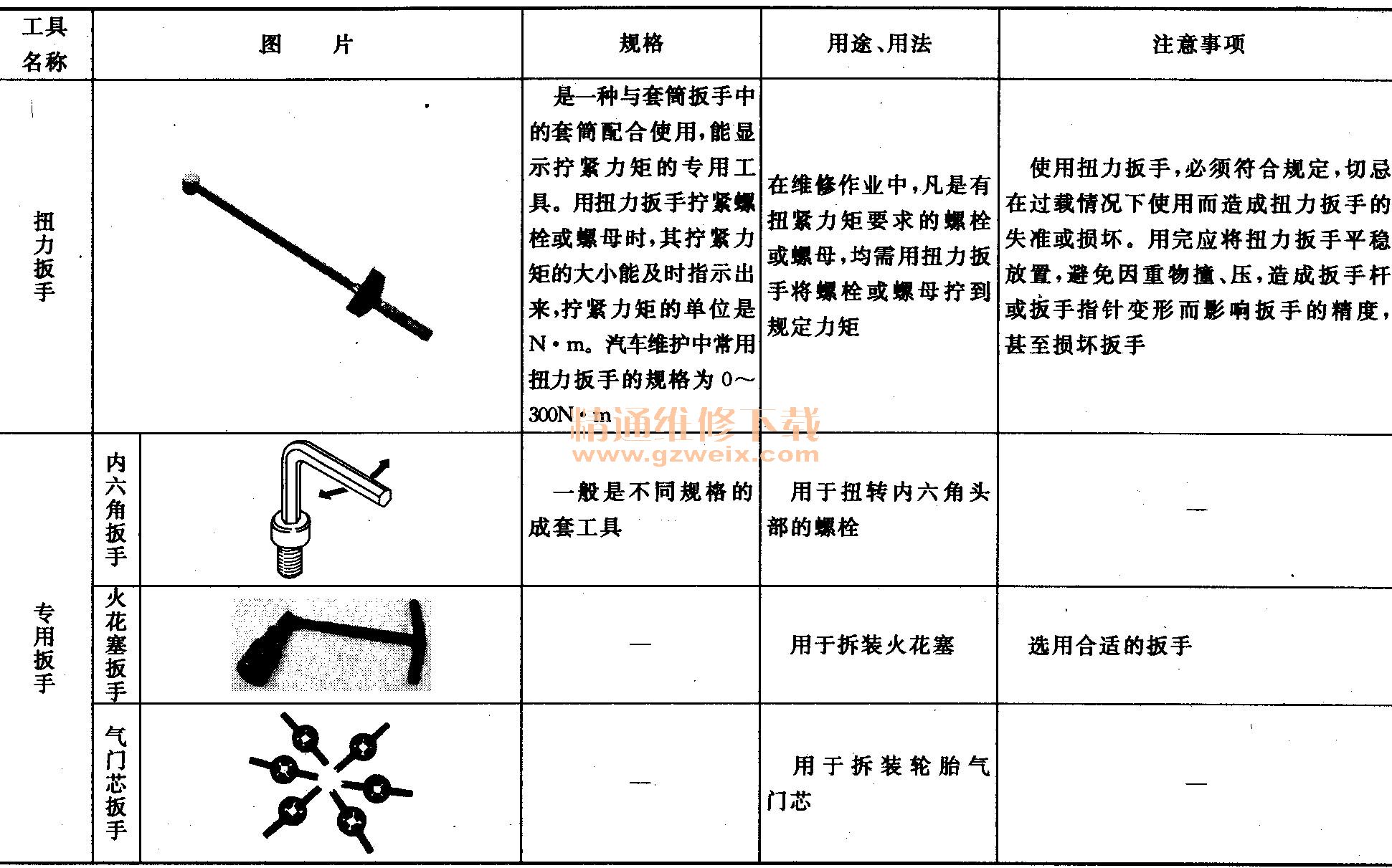
(4)扳手
扳手的种类、用途及注意事项见表1-4。

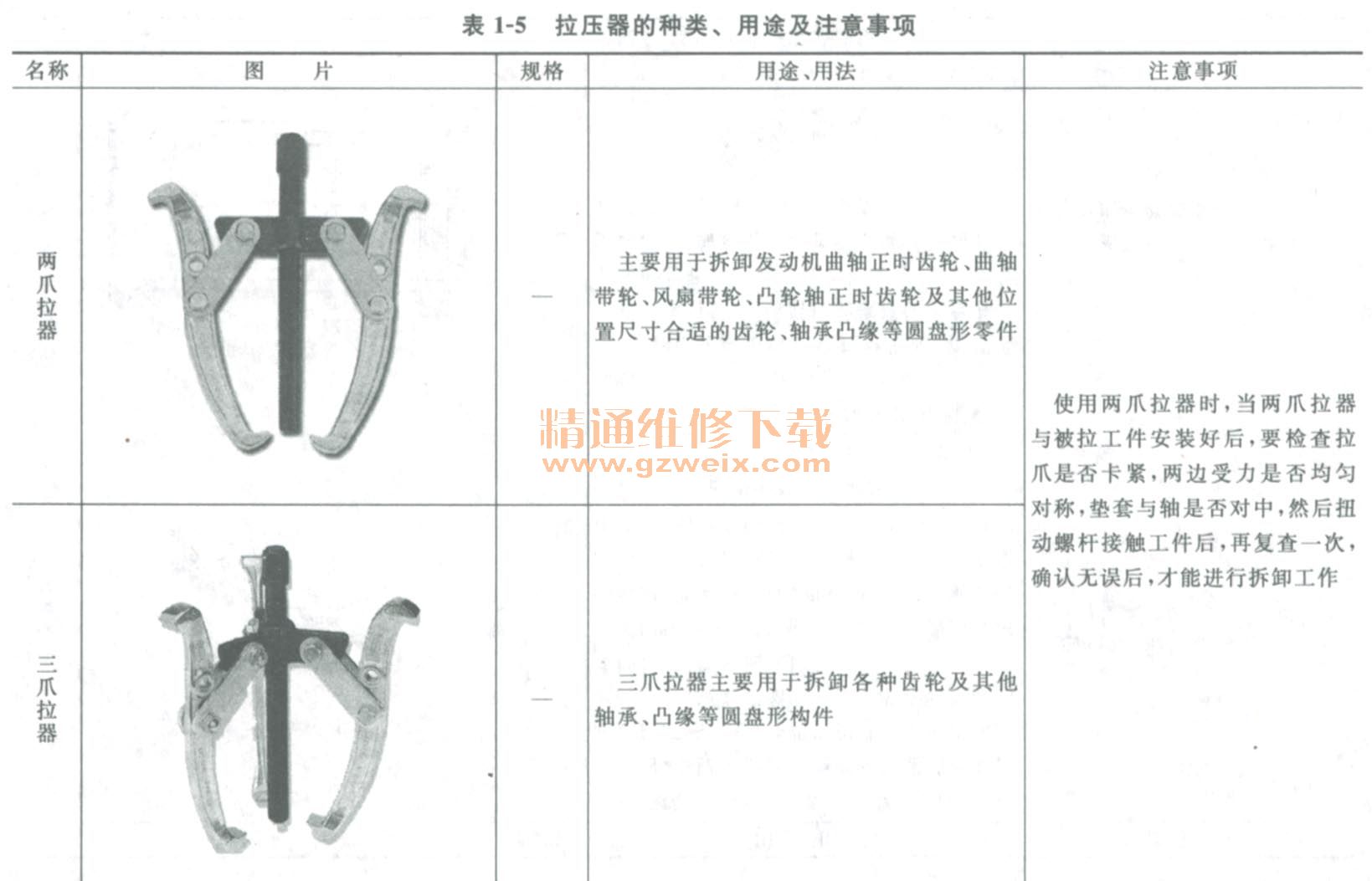
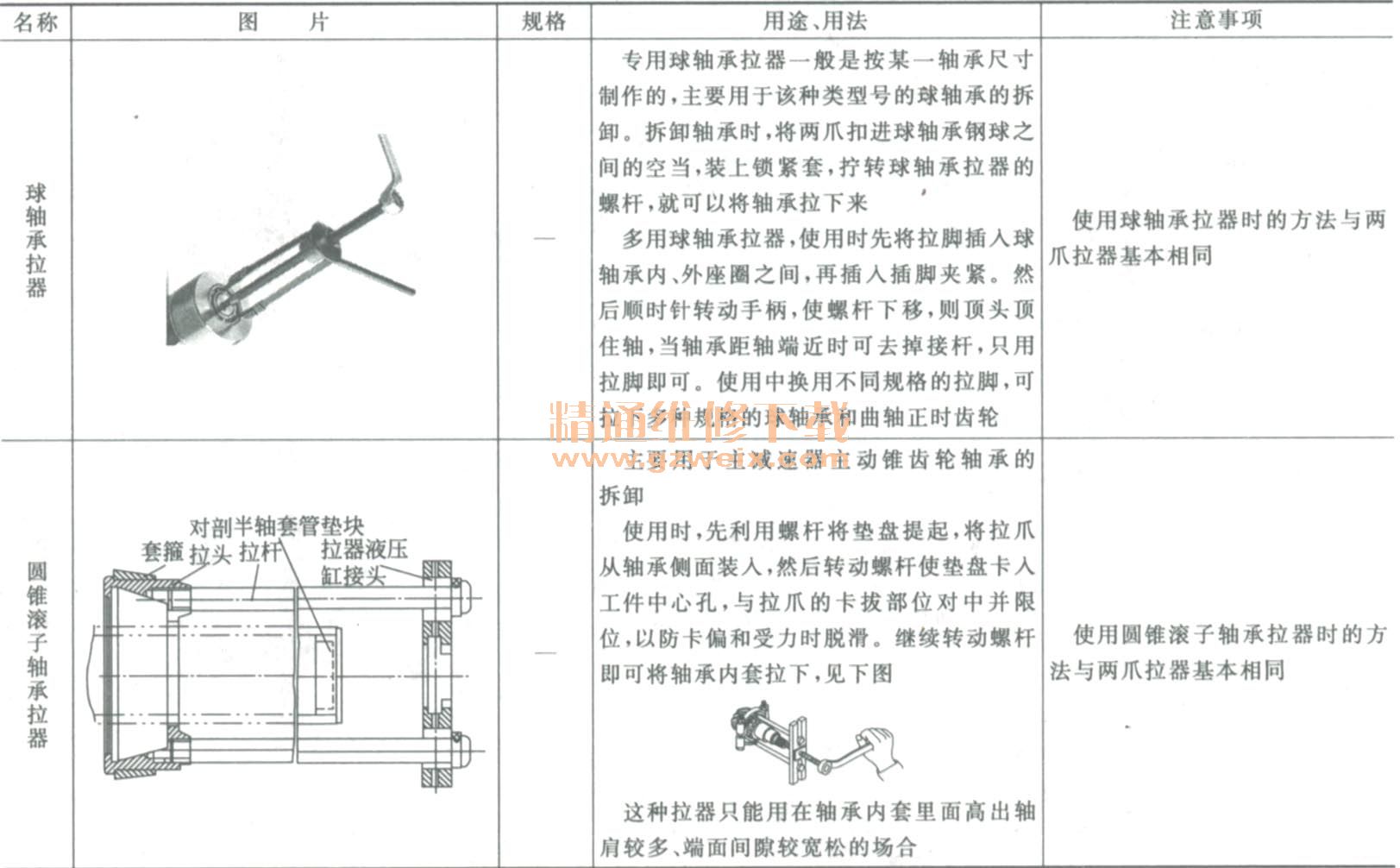
(5)拉压器
拉压器的种类、用途及注意事项见表1-5。
1.2.2塞尺
(1)用途
如图1-2所示,塞尺是一种由多片不同厚度的标准钢片所组成的测量工具,每片塞尺片有平行的两个测量平面,并在塞尺片上标出其厚度值。主要用于两个接合面之间的间隙值的检验。使用时,可以用一片进行测量,也可以由多片组合在一起进行测量。

(2)使用方法
①用干净布将塞尺片两测量表面擦拭干净,不能在沽有油污或金属屑末的情况下进行测量,否则将直接影响测量结果的准确性。
②将塞尺片插入被测间隙中,来回拉动塞尺片,感到稍有阻力则该间隙值接近塞尺片上所标出的数值。如果拉动时阻力过大或过小,则该间隙值小于或大于塞尺片上所标出数值。
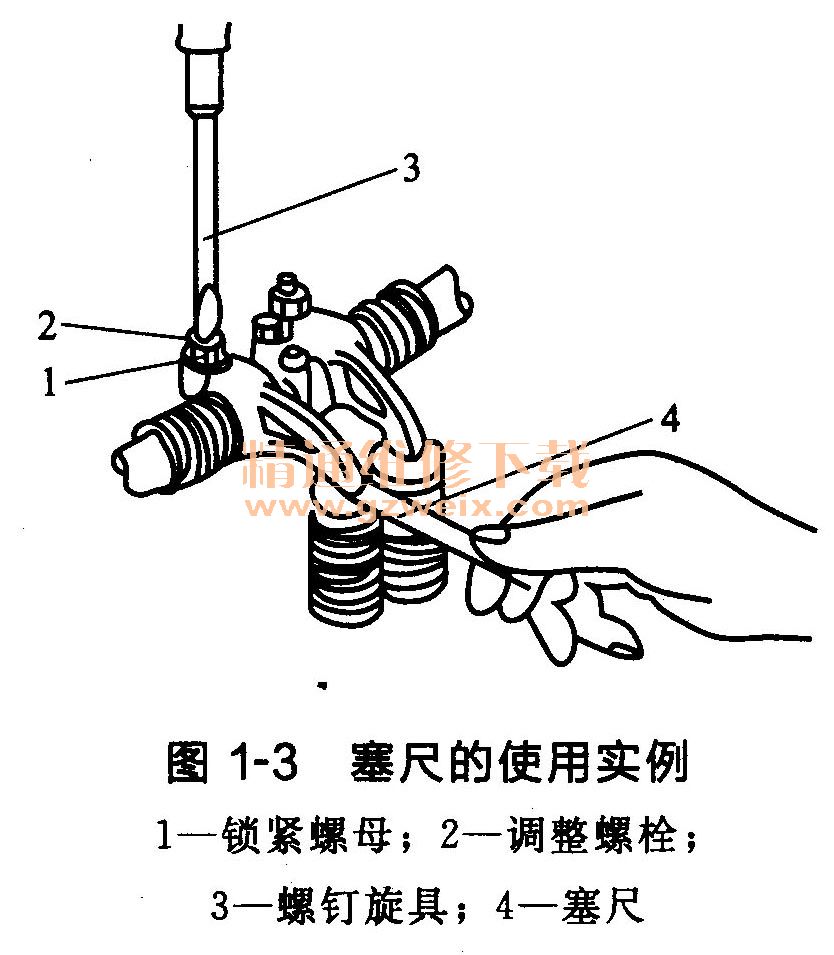
③间隙的测量和调整时,先选择符合间隙规定的塞尺,插入被测间隙中,然后再一边调整,一边拉动塞尺片,直到感觉稍有阻力时为合适,这时即可拧紧锁紧螺母。图1-3所示为塞尺的使用实例。
(3)使用注意事项
①不允许在测量过程中,剧烈折塞尺片,或用较大的力硬将塞尺片插入被检测间隙中,否则将损坏(伤)塞尺片的测量表面或零件表面。
②用毕,应将塞尺片擦干净,并涂上一薄层润滑油或工业凡士林,然后将塞尺片折回夹框内,以防锈蚀、变曲、变形而损坏。
③存放时,不能放在重物之下之免损坏塞尺。
1.2.3游标卡尺
(1)用途
游标卡尺是一种能直接测量工件内、外直径、宽度、长度或深度的量具。
(2)种类
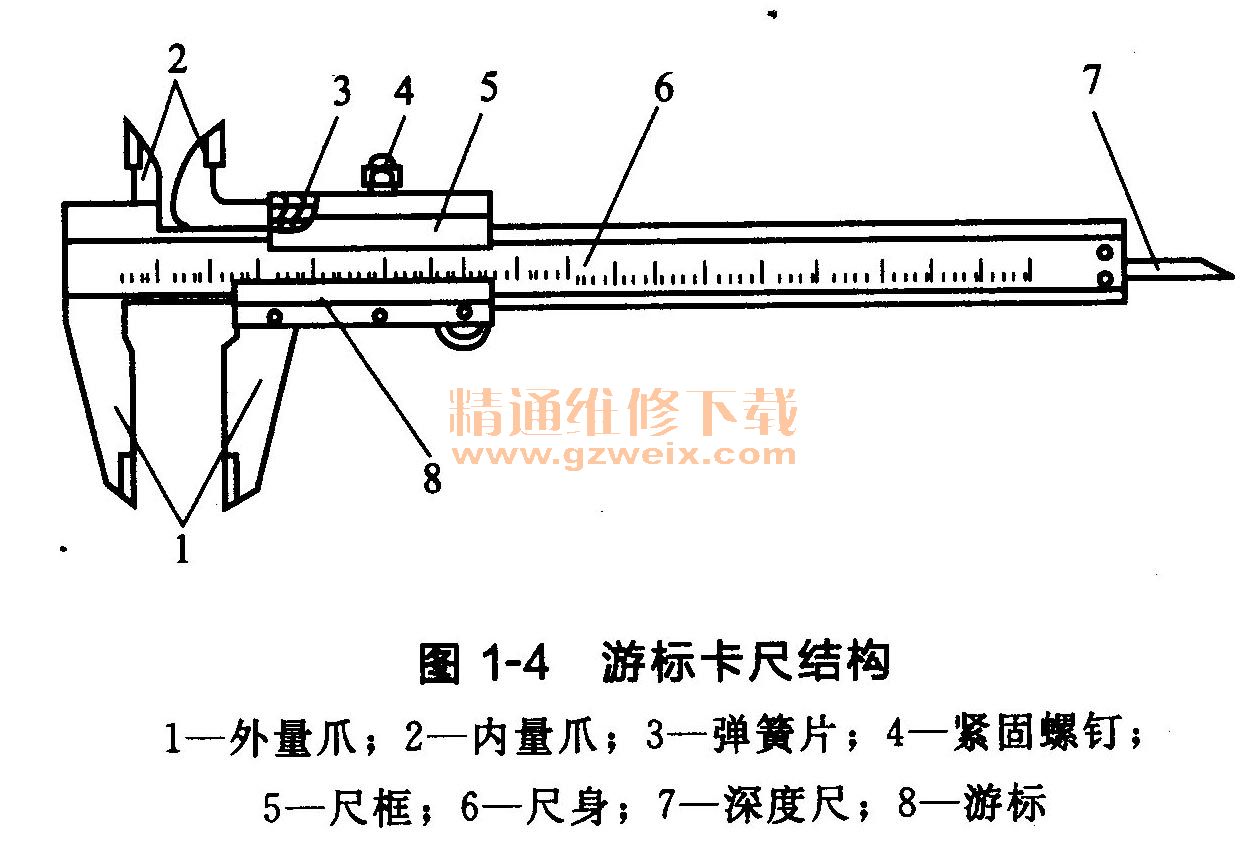
按照测量功能可以分为普通游标卡尺、深度游标卡尺、带表卡尺等;按照读数值可以分为0.10mm、0.20mm、0.05mm等数种。游标卡尺结构如图1-4所示。
(3)使用方法
①使用前,先将工件被测表面和量爪接触表面擦干净。
②测量工件外径时,将活动量爪向外移动,使两量爪间距大于工件外径,然后再慢慢地移动游标,使两量爪与工件接触,切忌硬卡硬拉,以免影响游标卡尺的精度和读数的准确性。
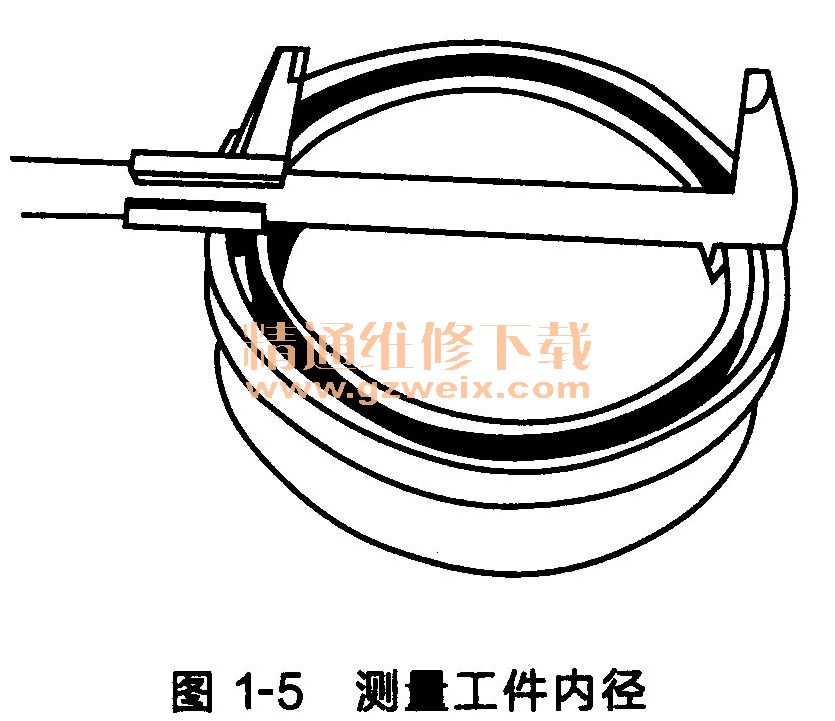
③测量工件内径时,将活动量爪向内移动,使两量爪间距小于工件内径,然后再缓慢地向外移动游标,使两量爪与工件接触如图1-5所示。
④测量时,应使游标卡尺与工件垂直,固定锁紧螺钉。测外径时,记下最小尺寸;测内径时,记下最大尺寸。
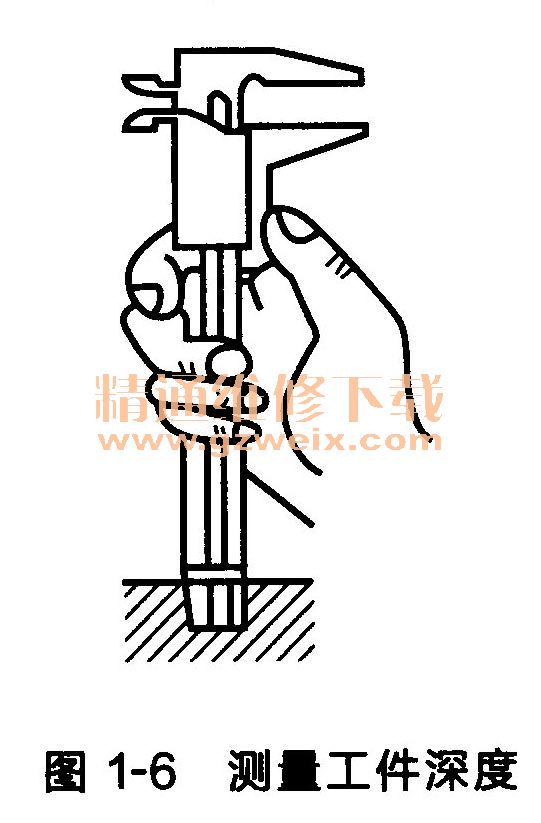
⑤用游标卡尺测量工件深度时,将固定量爪与工件上被测表面平整接触,然后缓慢地移动游标,使深度尺与工件下被测表面接触。移动力不宜过大,以免硬压游标而影响测量精度和读数的准确性,如图1-6所示。
⑥用毕,应将游标卡尺擦拭干净,并涂一薄层工业凡士林,放入盒内存放,切忌折、重压。
(4)读数方法
读数方法如图1-7所示。
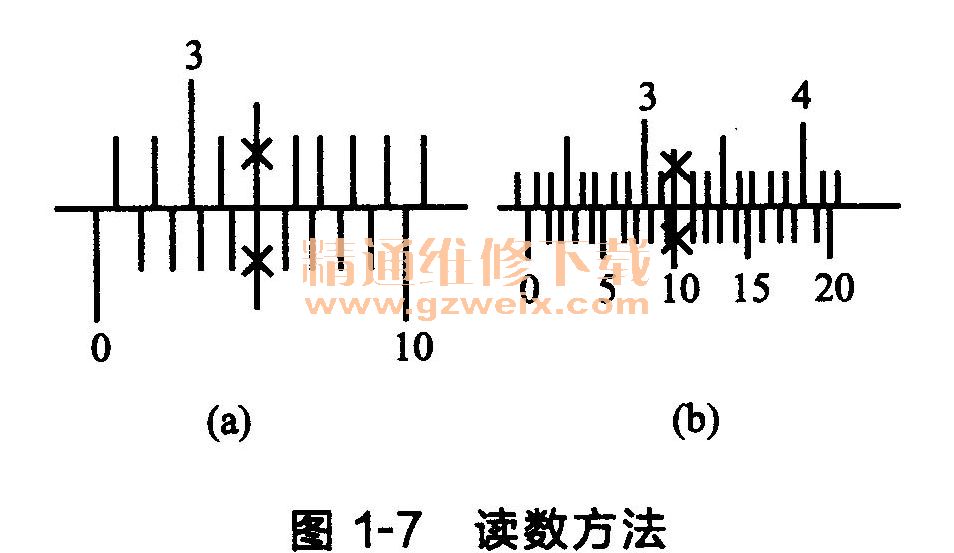
①读出游标零刻线所指示尺身上左边刻线的毫米数
②观察游标上零刻线右边第几条刻线与尺身某一刻线对准,将读数乘以游标上的格数,即为毫米小数值;
③将尺身上整数和游标上的小数值相加即得被测工件的尺寸。计算公式如下。
工件尺寸=尺身整数+游标卡尺读数值X游标格数
图1-7 (a)中的(精确度为0. 1mm)读数值27mm + 5 X0. 1mm=27. 5mm;图1-7 (b)中的(精确度为0. 05mm)读数值22mm+10 X 0. 05mm=22. 50mm
1.2.4千分尺
(1)用途
千分尺是一种用于测量加工精度要求较高的精密量具,其测量精度可达到0. 01mm。
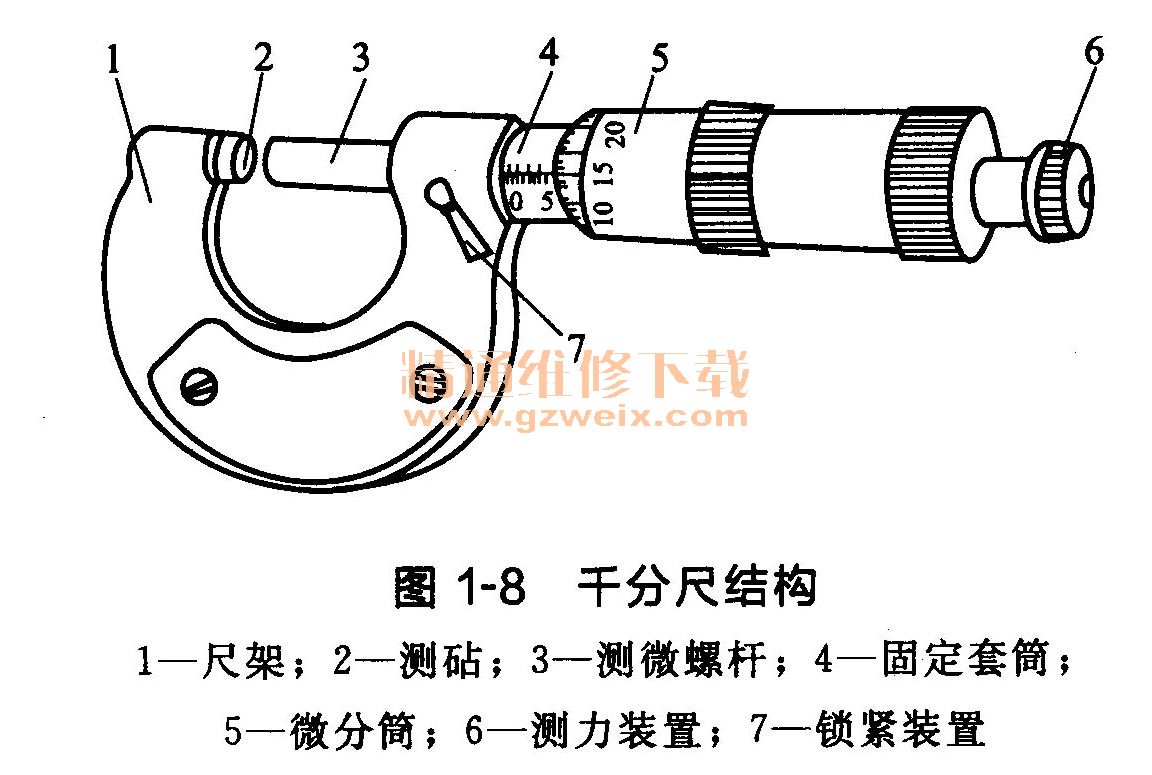
(2)种类
按照测量范围可以分为0~25mm、25~50mm、50~75mm、75~100mm、100~125mm等多种不同规格,但每一种千分尺的测量范围均为25mm,其结构如图1-8所示。
(3)千分尺误差检查
①把千分尺砧端表面擦拭干净。
②旋转棘轮盘,使两个砧端先靠拢,直到棘轮发出2~3响“咔咔”声响,这时检视指示值。
③微分筒前端应与固定套筒的“0”线对齐。
④微分筒的“0”线与固定套筒的基线对齐。
⑤若两者中有一个“0”线不能对齐,则该千分尺有误差,应予检调后才能测量。
(4)使用方法
①将工件被测表面擦拭干净,并置于千分尺两砧端之间,使千分尺螺杆轴线与工件中心线垂直或平行,若歪斜着测量,则直接影响到测量的准确性。
②旋转旋钮,使砧端与工件测量表面接近,这时改用旋转棘轮盘,直到棘轮发出“咔咔”声响时为止,这时的指示数值就是所测量到的工件尺寸。
③测量完毕,必须倒转微分筒后才能取下千分尺。
用完毕,应将千分尺擦拭干净,保持清洁,并涂抹一薄层工业凡士林,然后放入盒内保存。禁止重压、弯曲千分尺,且两砧端不得接触,以免影响千分尺精度。
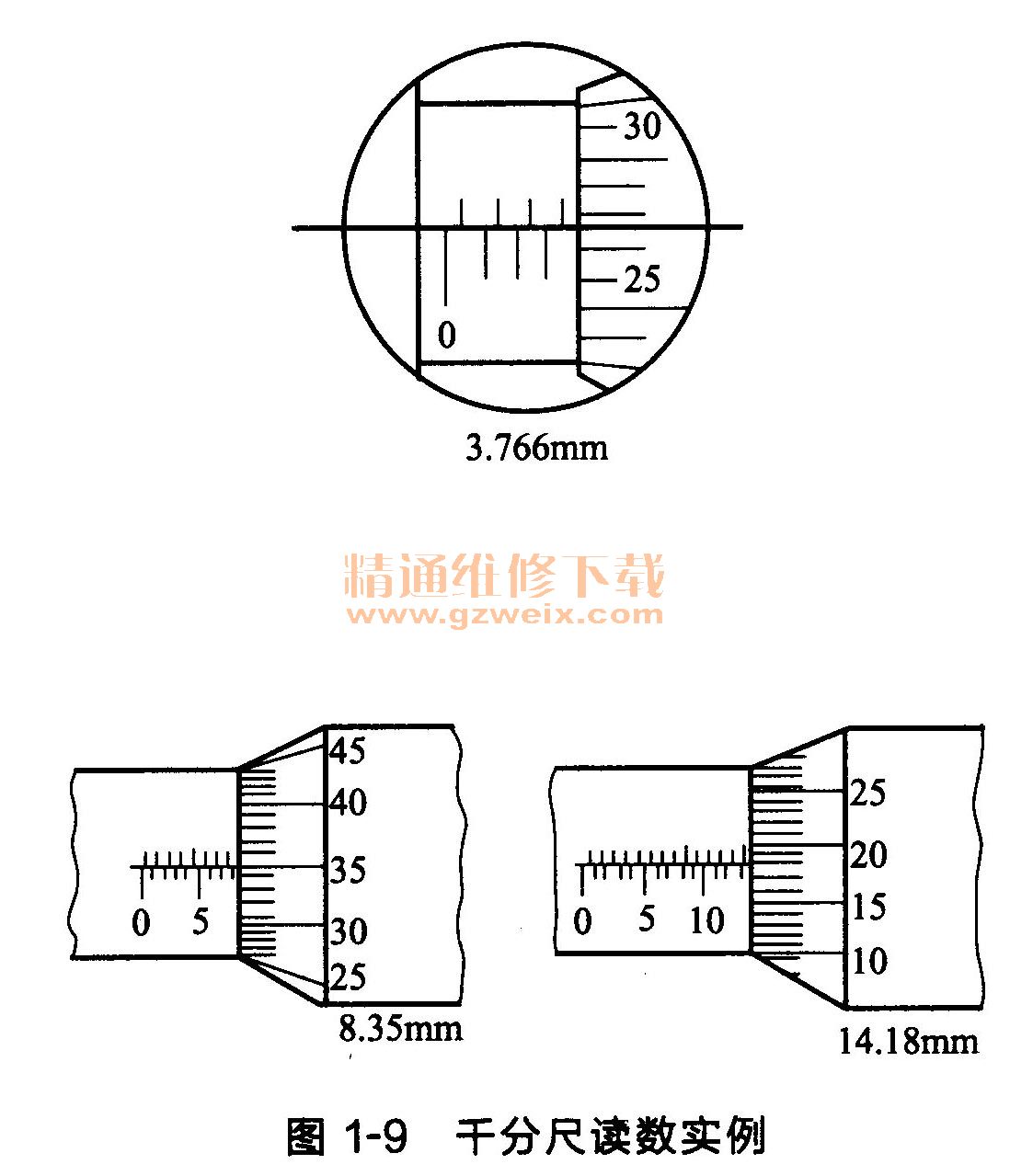
(5)读数方法
①从固定套筒上露出的刻线读出工件的毫米整数和半毫米整数。
②从微分筒上由固定套筒纵向线所对准的刻线读出工件的小数部分(百分之几毫米),不足一格数(千分之几毫米),可用估算读法确定。
③将两次读数相加就是工件的测量尺寸。
图1-9为千分尺的三个读数实例。
上一页 [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] 下一页





