・上一文章:基于ABAQUS的车用连接器插座端子弹片结构优化设计
・下一文章:大众迈腾1.8TSI发动机偶尔无法启动
2 生产监控阶段
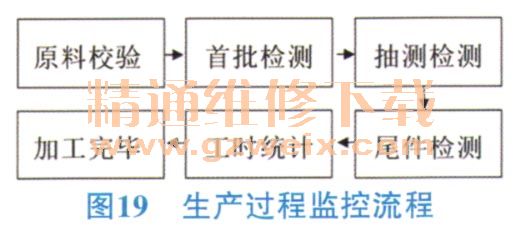
产前准备完毕后开始进入生产监控阶段,生产过程中,首先要进行首批5件连续测量,合格后,再由班长进行二次确认,确认后开始批量生产(如不合格不能继续生产)。生产过程中监控系统还会进行3次抽检测试(如不合格停机,不能继续生产),加工完毕后做最后尾件检测,合格后,最后做工作量统计,完成本次加工。
生产过程中监控流程如图19所示。
2.1原料校验
不满足以下任何一项,不能加工。
1)原材料必须是技术指定的压接材料,材料在保质期内。
2)原材料投入种类及数量符合技术指定要求。
2.2首批检测
连续检测5件产品均合格后,再由班长确定后开始批量生产。
2.2.1直尺
1)首先对直尺扫描,记录编号,自动判断是否在有效期范围内,如不在范围内,警示直尺不能使用。
2)测得的数据直接进入管理系统,自动判断是否合格(图20)。
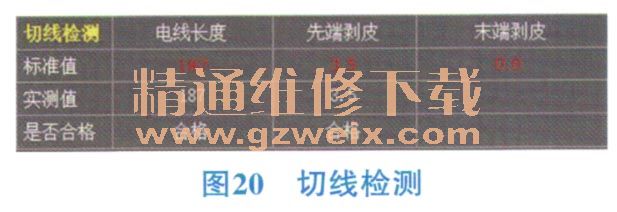
3)合格后进入端子压接高度、宽度测量。
2.2.2高度、宽度测量
1)首先对千分尺扫描,记录编号,自动判断是否在有效期范围内。
2)对千分尺进行始业点检。
3)测量端子芯线压接高度、压接宽度,绝缘皮的压接高度、压接宽度,测得的数据直接进入管理系统,自动判断是否合格(图21)。

4)合格后进入端子拉力测试。
2.2.3拉力器
1)首先对拉力器扫描,记录编号,自动判断是否在有效期范围内。
2)如不在范围内,拉力器无法使用。
3)测得的数据直接进入管理系统,自动判断是否合格。
2.2.4班长授权确认(首件确认)(图22)
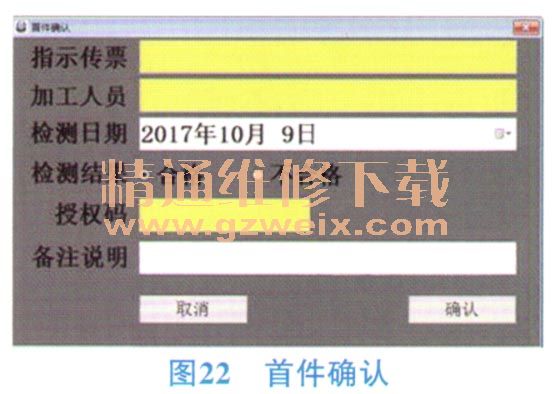
最终是否生产还需要班长作最终判定。连续输入5个取样数据,自动进入到电脑中的SPC表格内。
2.3抽测检测
端子芯线和绝缘皮的压接高度、压接宽度在规定的时间内进行3次记录,如未在规定的数量范围内抽测,设备自动停机。对测量所得数据自动判断测量值是否合格,不符合标准自动停机(图23)。

2.4尾件检测
端子芯线和绝缘皮的压接高度、压接宽度,做最后检测。
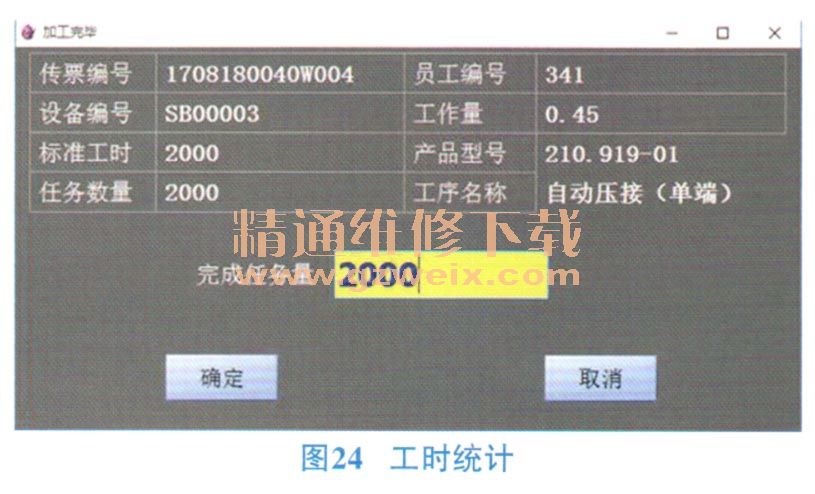
2.5工时统计
加工完毕后,将工作量上传到管理系统中(图24)。
2.6加工完毕
将压接后的半成品放入转序箱内,完成本次操作。





