・上一文章:门式起重机卷扬机结构改进二例
・下一文章:玛莎拉蒂Quattroporte制动系统结构原理与维修
我单位共有6台D Q7500/3500.47型斗轮式堆取料机,其单台额定取料能力为3500 t/h,最大取料能力为4200t / h,担负着铁矿石的堆存和装车任务。该机长期处于满负荷、高利用率工况下运转,出现一些问题。本文针对堆取料机斗轮机构存在的问题,提出改进措施。
1.斗轮机构组成及存在问题
(1)组成
斗轮机构主要由取料斗、轮盘、斗轮马达、移动悬臂、胶带输送机等组成。直径为6m轮盘安装在移动悬臂前端,轮盘圆周上均布安装10个0.78m3取料斗。斗轮泵由电动机驱动,其输出的压力油驱动斗轮马达。当斗轮马达通过减速器驱动轮盘转动时,安装在轮盘上的取料斗随轮盘圆周转动。取料斗转至轮盘底部时铲装矿石,转到轮盘顶部时取料斗翻转,将取料斗内的矿石经悬臂头部溜槽卸到悬臂胶带输送机上。
胶带输送机安装在移动悬臂上,移动悬臂后端安装在堆取料机的回转平台上,移动悬臂可在俯仰缸的推动下起升、下降,回转平台的旋转和悬臂的升降,可使轮盘和取料斗对准需要取料的矿石堆。
移动悬臂上的胶带输送机将矿石输送到地面胶带输送机上,再由装车机装到的火车车厢内。
(2)存在问题
该6台堆取料机已运行均超过30000h,长期满负荷、高利用率运行,出现以下4种问题:
一是斗轮轮盘体外缘长期与矿石摩擦,造成外缘严重磨损,使钢结构强度降低。
二是斗轮马达最大驱动扭矩达480kN·m,过大的驱动扭矩,造成斗轮轮盘钢结构出现疲劳,超出钢结构疲劳极限,导致其受力变形和损坏。同时还给堆取料机回转减速器、回转支承造成很大损伤,影响堆取料机使用寿命。
三是一期堆场3台堆取料机斗轮轮盘体为单层腹板结构,腹板及外缘厚度为8mm,取料作业时矿石对轮盘的磨损造成腹板及外缘变薄,导致轮盘箱体变形、损坏,轮盘变形后出现了卡滞。
四是二期堆场3台堆取料机轮盘为箱形结构,轮盘内部容易堆积矿石,堆积的矿石与轮盘内侧腹板相互摩擦,将内侧腹板磨穿,矿石漏入箱体内,有时轮盘箱体内容纳了15t的矿石,导致动臂起升困难,并对堆取料机钢结构及回转支承造成很大的伤害。
斗轮轮盘变形损坏后无法正常运转,更换斗轮轮盘需要很长时间,严重影响堆取料机生产运行,还存在很大的安全隐患。

2.改进措施
(1)改进轮盘易磨损部位
采用德国DILL工DUR品牌的耐磨钢板对斗轮轮盘外缘磨损部位进行修复,并在容易接触矿石的外层安装陶瓷耐磨块,在轮盘外缘增设耐磨方钢条,并用耐磨焊条堆焊出网格状的耐磨层,以提高斗轮轮盘的耐磨性能,斗轮轮盘焊接的耐磨层如图2所示。

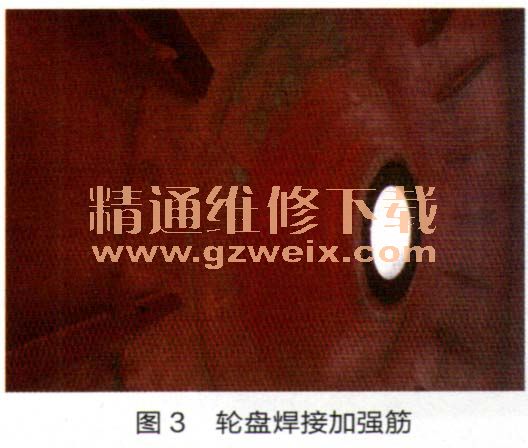
(2)提高轮盘钢结构强度
一期斗轮轮盘体为单腹板结构,其强度较差。为此我们在腹板内侧增设加强筋,以提高腹板强度,如图3所示。
二期斗轮轮盘为箱体结构,我们在轮盘箱体内斗轮轴套外圈500m m处增加一圈隔板,可有效防止矿石漏入轮盘内腔,不仅起到防护作用,还可加强轮盘体强度,如图4所示。

(3)防止超负荷作业
斗轮马达设计转速为5r/min,斗轮马达排量为86AL/r,斗轮马达按照设计转速运转流量为432L/min驱动斗轮马达的斗轮泵输出的最大流量为592L/min,该液压泵的流量可通过电控比例阀控制,除去泄漏等损耗,斗轮泵输出流量与斗轮马达流量基本相符。斗轮电动机以额定功率200kW工作时,系统压力为27MPa。
为防止斗轮电动机超载,避免斗轮超负荷作业,造成斗轮及轮盘损坏,我们将输入电控比例阀的电流调整为额定电流的75%,此时斗轮泵的流量由592L/min减小到444L/min。此外,将斗轮液压系统最大压力调节为26 MPa,调整后电动机输出最大功率为193kW,斗轮马达最大输出扭矩为350k N·m,该扭矩远小于斗轮马达最大输出扭矩480kN·m,从而有效的防止斗轮超负荷作业,减少斗轮轮盘钢结构故障的发生,延长钢结构使用寿命,保证了堆取料机生产安全。





