・上一文章:小电流接地系统单相接地选线方法
・下一文章:高频振动单层筛筛网破裂穿孔原因分析及预防措施
摊铺机刮板输料器输料量与螺旋分料器分料量的供需匹配关系,直接影响摊铺机施工质量。本文从该供需匹配关系入手,以保证摊铺机稳定、连续地进行摊铺施工为目的,研究刮板输料器料位控制方法。
1.输料量控制原理
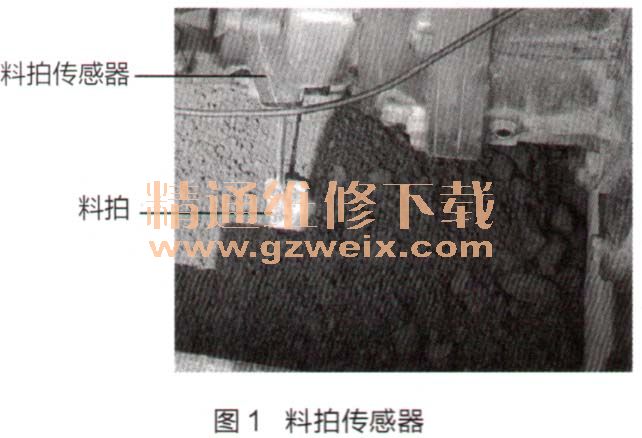
摊铺机刮板输料器出料口设有料拍传感器,该传感器将出料口料位情况的电信号反馈给控制器,由控制器控制刮板运行速度。当出料口料位发生变化时,料拍角度随之变化。当刮板出料口料位达到最高时,料拍角度同时到达最大位置,此时控制器控制刮板输料器停止运行。在螺旋分料器作用下,摊铺材料被均匀分送到料槽内,使刮板出料口料位不断降低。当刮板出料口料位降到较低位置时,控制器控制刮板输料器继续输料。这种控制方法可保持刮板输料器输料量在设定值范围上、下调整,保证输料均匀、稳定、协调,确保料槽内料堆高度保持恒定。料拍传感器如图1所示。
料拍传感器将相应的信号送至控制器,控制器输出对应的电流驱动比例电磁阀,比例电磁阀控制变量泵的排量,便可改变刮板运行速度。不同的料位高度,对应不同的料拍角度。料位高度逻辑控制如图2所示。

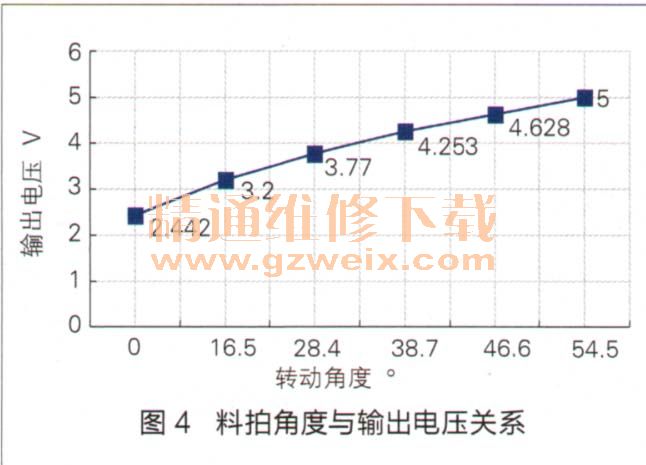
某型号料拍传感器料拍高度与输出电压对应关系如图3所示,料拍角度与控制器输出电压对应关系如图4所示,料拍不同高度和角度输出的电压如附表所示。
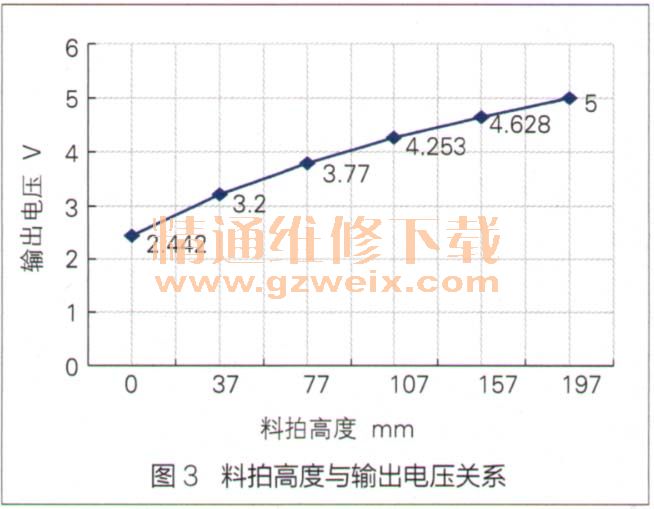
从图3和图4可知,料拍的摆动角度、料拍高度与料拍控制器输出电压基本为正比关系,这种止比关系使输料量控制更加准确。
2.料拍位置调整方法
摊铺机根据施工需要,需经常调整摊铺厚度,这就需要调整螺旋分料器的离地高度,以保证摊铺质量。螺旋分料器的离地高度调整后,其螺旋叶片的位置发生变动,料一拍与螺旋叶片之间的对应关系也发生了改变,从而影响到刮板出料口的出料量。因此,在调整螺旋分料器离地高度后,必须对料拍位置进行调整。在新摊铺机出厂前,应针对其使用工况确定料拍初始位置及长度,以准确控制刮板出料口料位。料拍位于摊铺机机架后竖板上,我们对料拍左右、上下及前后位置的研究结果如下所述。
(1)料拍左右位置
刮板输料器右侧出料口及料拍位置如图5所示。图中O1 O 2为螺旋分料器中轴线,O 3 O 4为右侧刮板边缘线,L为O1O2到O 3 O4的距离,L1为料拍中线到O1 O 2的距离。料拍的水平布置位置应稍靠近螺旋分料箱一侧。考虑料拍安装及维护的便捷性和实践经验,我们将料拍的安装位置设定在距离螺旋分料箱中线5L处。
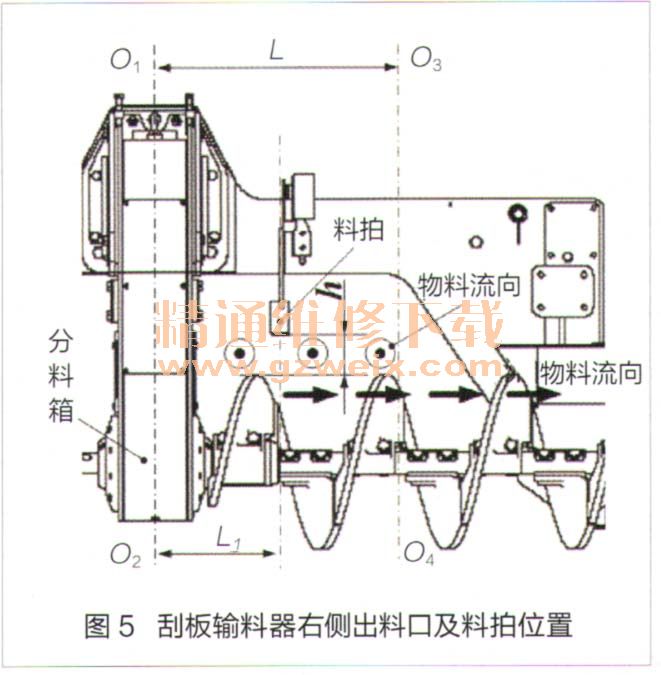
摊铺材料经刮板输料器出料口输送到螺旋分料器基本段上,再经螺旋叶片往料槽两侧和螺旋分料器下面送料,同时向熨平板前沿塞料。料拍正常工作时,会受到出料口摊铺材料对其施加向后的推力,该推力与料拍摆动的范围在同一平面内。因摊铺材料同时会向螺旋两侧输料,料拍末端还受到向右的推力。由于以上2个推力互相垂直,经长时间作用会导致料拍产生变形或断裂,导致料位传感器失灵。
(2)料拍上下位置
料拍与螺旋输料器截面上下位置如图6所示。A点为料拍停止位置,B点为螺旋叶片的最高点,C点为螺旋叶片最前端点,H点为A、B两点的垂直距离。
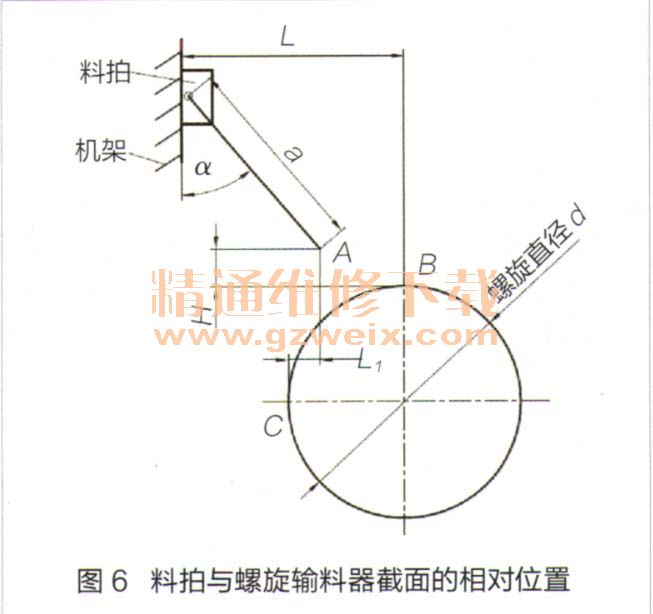
当A点位置过高时,刮板输料器向螺旋分料器供给的摊铺材料将大于实际需求,会造成出料口处堆积过高的摊铺材料,容易形成骨料离析,还会造成螺旋分料器负荷过人。当A点位置过低时,刮板输料器向螺旋分料器供给的摊铺材料将明显不足,会造成料槽内的摊铺材料无法覆盖螺旋叶片,甚至会出现空料现象。推荐的料拍停止位置应满足公式(1)的要求:
H=3d (1)
式中:H----A、B两点的垂直距离,mm;
D0----摊铺材料的最大粒径,mm 。





