・上一文章:TSI系统误动停机原因分析及处理
・下一文章:挖掘机斗杆轴孔磨损和焊缝开裂修复工艺
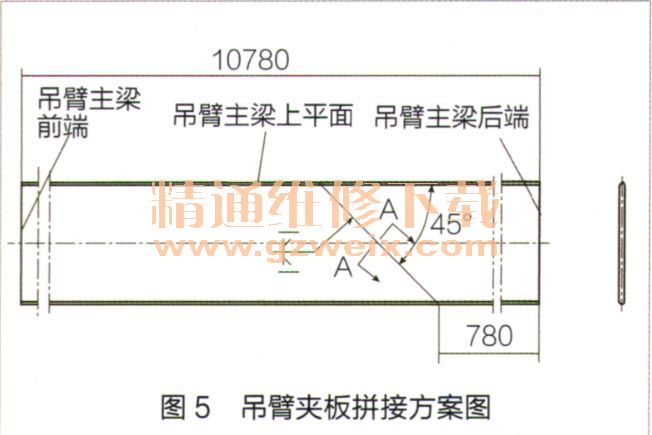
吊臂夹板拼接焊缝如图6所示,焊接方法为混和气体(80%为Ar、 20%为CO2)保护半自动焊,焊丝为GHS-60(或TH550-NQ- II),吊臂夹板焊缝拼接工艺参数如表2所示。


该拼接焊缝为关健焊缝,其焊缝强度与母材等同,要求焊缝用超声波探伤,质量等级为I级(GB/T11345-1989),焊缝检查长度为100%。超声波探伤后,将焊缝表面打磨至与母材表面平齐。
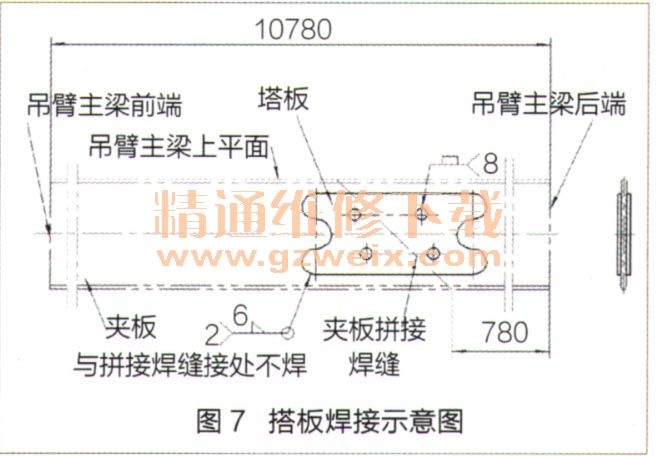
吊臂夹板拼接完成后,需外敷搭板进行加强,搭板形状及焊接位置如图7所示,搭板中间开孔为塞焊孔,采取双面贴敷焊接方法,焊接时应注意位置及方向。
(3)组焊主梁
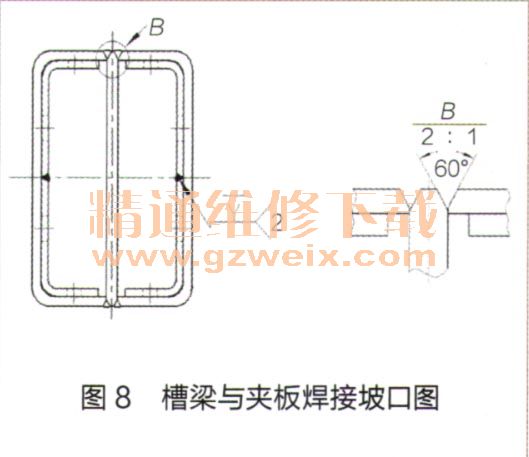
吊臂槽梁与夹板各自拼接完后要组焊成主梁,槽梁与夹板焊接接口形状如图8所示。主梁的焊接焊缝为关键焊缝,其接头强度与母材等同,其表面质量执行关键焊缝规定,其焊接工艺参数参照吊臂槽梁拼接焊缝上艺。
11m加长吊臂主梁组焊完后,即可按照常规的组焊工艺,将支腿、立板、护板、顶板、加强梁等各部件进行组焊,形成完整的加长吊臂。经过装机试验及重载试验后,该加长吊臂强度完全符合设计要求,得到客户好评。





