・上一文章:2005~2012款新甲壳虫四轮定位数据
・下一文章:雪铁龙爱丽舍轿车机油滤清器的更换
实施作业:连杆组的检修内容和步骤如下:
1.活塞环间隙的检查
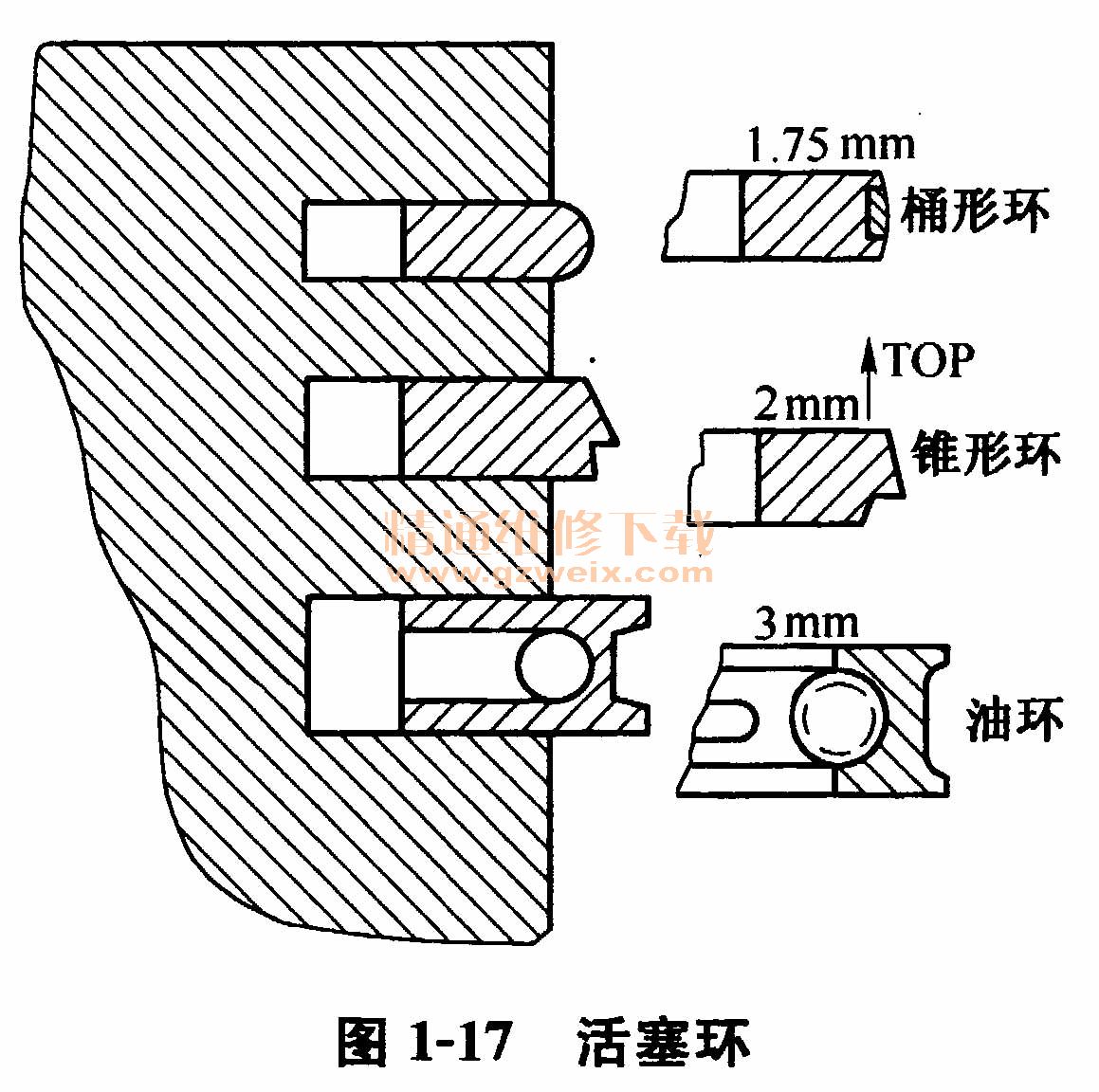
TU5JP/K型发动机的活塞上有两道气环和一道油环,如图1-17所示。第一道气环为球墨铸铁桶形环,外圆表面经喷铝处理,具有较高的强度和冲击韧性,且耐热、耐磨,桶形环与气缸壁的圆弧接触,对气缸壁表面的适应性和对活塞偏摆的适应性较好,有利于密封。第二道气环为灰铸铁正扭曲锥形环。为保证此环安装正确,在环的一面刻有“TOP”标记,安装时应将刻有“TOP”的面朝上。第三道为普通铸铁U形截面组合油环。
(1)检查活塞环开口间隙,如图1-18所示。
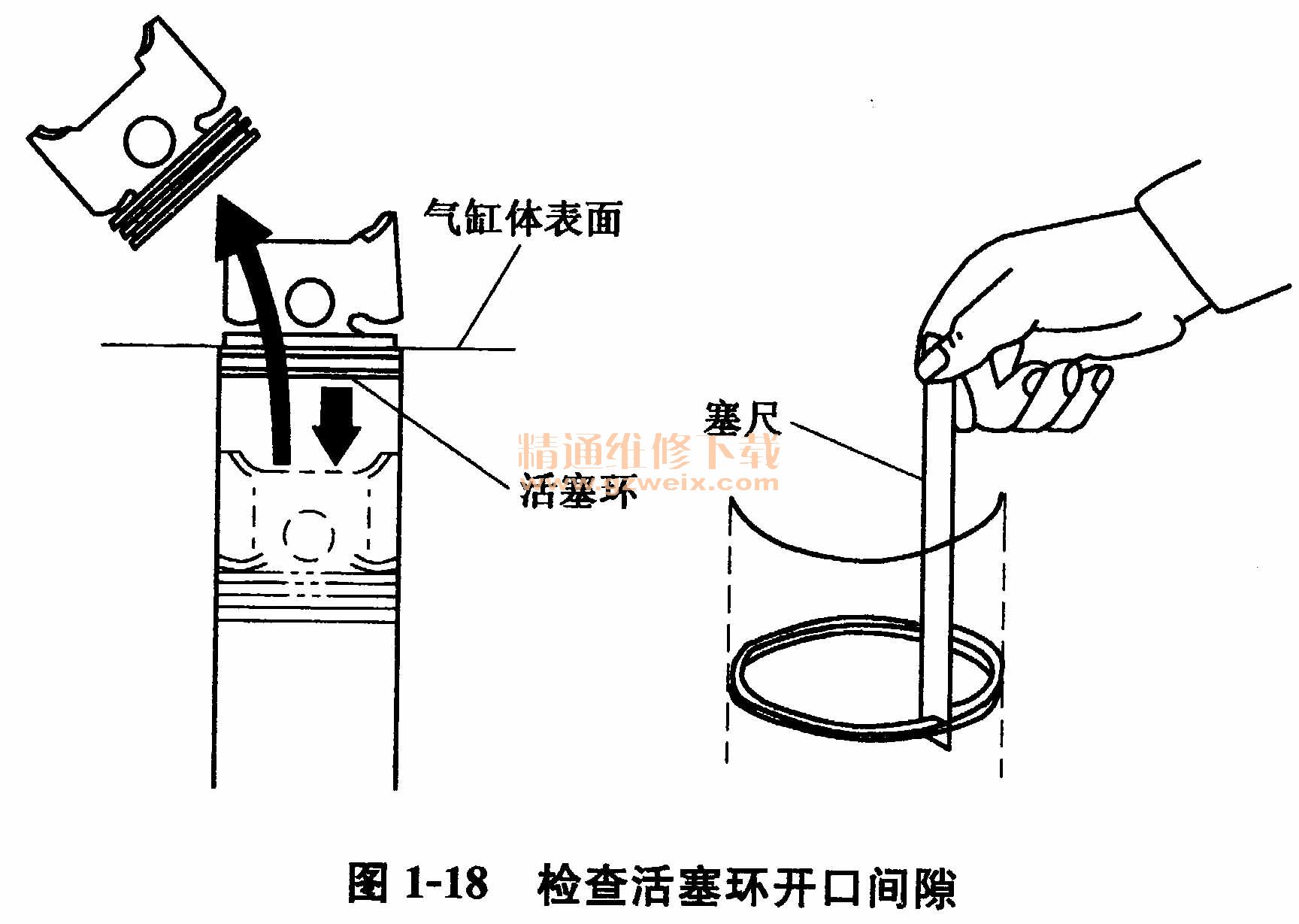
用活塞将活塞环推入气缸内距底部15~20mm处,用塞尺测量活塞环的开口间隙。各活塞环的开口间隙均应为0. 30~0. 50mm。
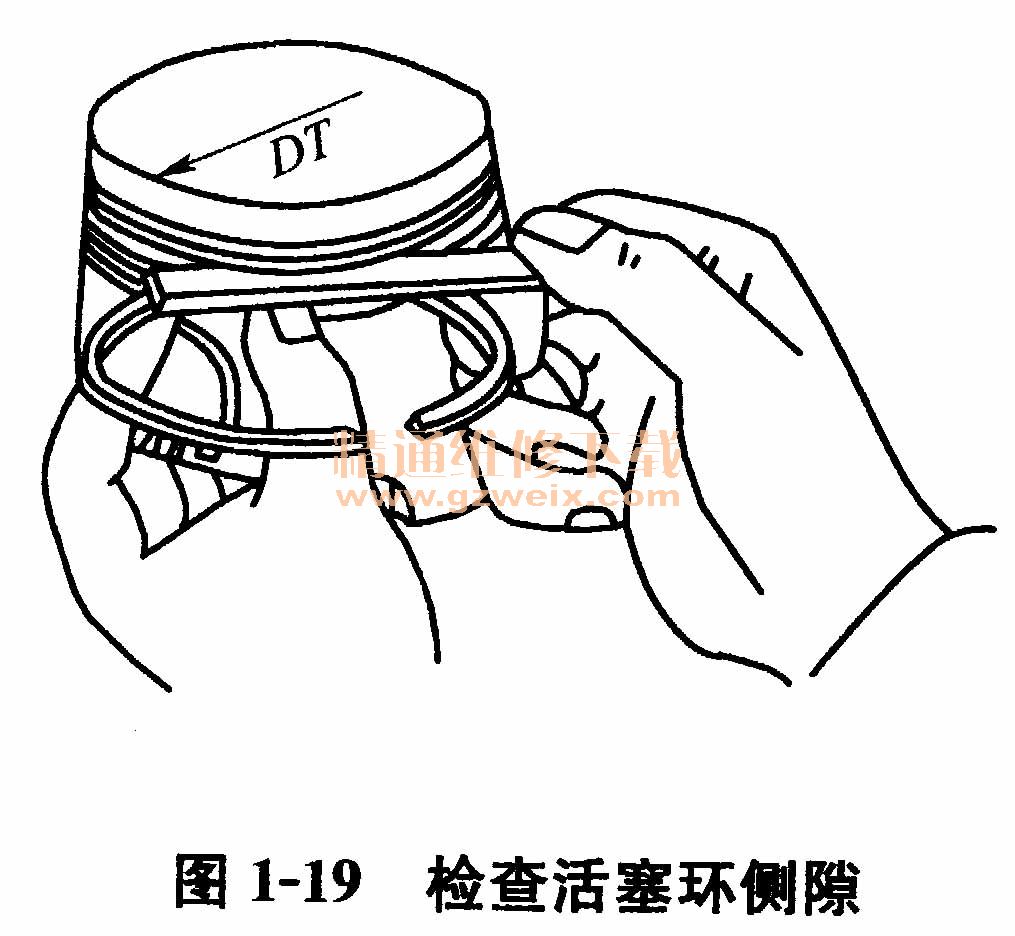
(2)检查活塞环侧隙,如图1-19所示。将活塞环置于活塞环槽内,用塞尺检查活塞环侧隙,其间隙应为0. 30~0. 70mm。
2.连杆轴向间隙的检测
在拆下活塞连杆组之前,用百分表检查连杆大头在曲轴上的轴向间隙,如图1-20所示。测量轴向间隙时,将连杆沿轴向压向曲轴的任意一侧,在另一侧测量轴向间隙。其间隙应为0. 15~0. 30mm。如果间隙过大,则应更换连杆。更换连杆后,重新检查连杆轴向间隙。如果间隙仍然过大,则应更换曲轴。

3.连杆轴承的选配
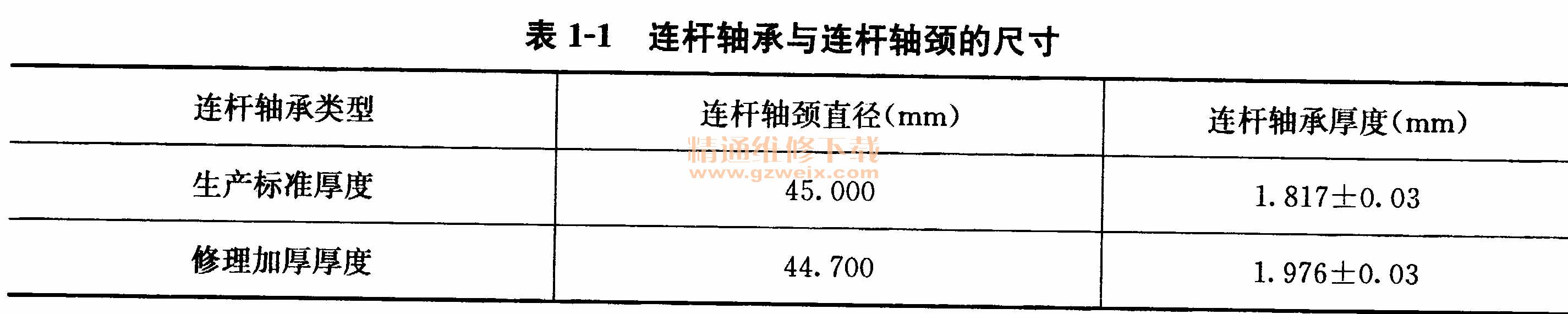
连杆轴承(连杆轴瓦)由薄钢片与减摩合金制成,轴承上无油槽。连杆轴承的厚度有两种,一种是生产标准厚度,另一种是修理加厚厚度,见表1-1。曲轴的连杆轴颈修磨后,连杆轴颈的直径减小,应使用修理加厚厚度的连杆轴承。
4.活塞连杆组的组装
(1)如图1-21所示,用电加热器将连杆小头加热至230℃左右。连杆小头的加热温度可用焊锡丝来大致判断。在连杆的小头上放一小段焊锡丝,并与连杆小头一起放在电炉上加热。当放在连杆小头上的焊锡丝开始熔化时,其加热温度即为230℃左右。

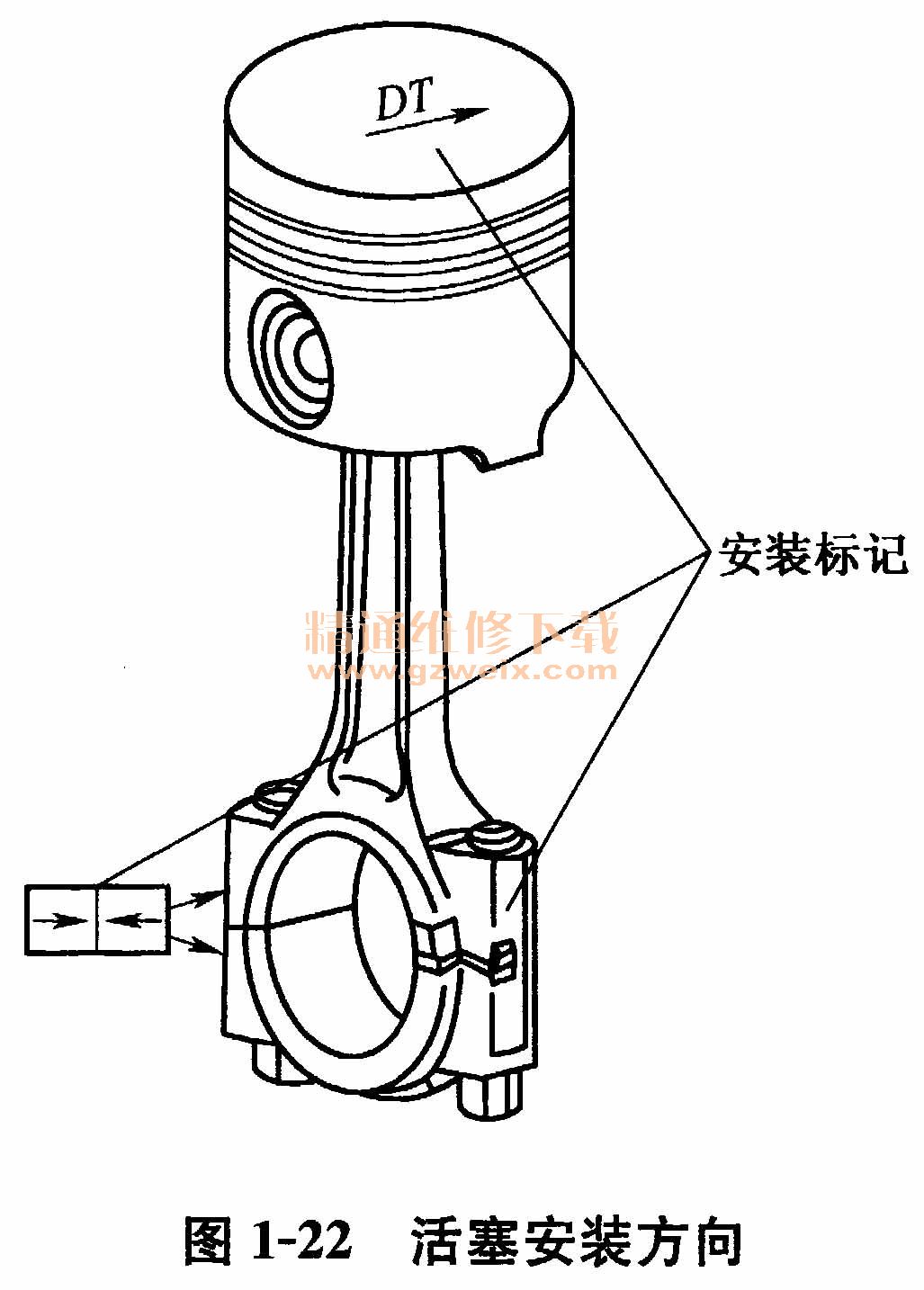
(2)在活塞销上涂抹机油,使活塞和连杆处于正确的相对位置(如图1-22所示),装上活塞销。
(3)用活塞环专用拆装钳装上各道活塞环。应注意第二道气环上的“TOP”标记必须朝上。在环槽中转动活塞环,以检查活塞环在环槽中有无卡滞。
相关资料:2014年东风雪铁龙全新爱丽舍维修电路图





