・上一文章:详解奔驰M271发动机技术
・下一文章:剖析日产贵士电气系统新技术
5.发动机裂纹
(1)现象和检查方法
①发动机外部漏水,在漏水部位有水渍痕迹或者明显的漏水痕迹(热车更为明显)。
②发动机内部漏水,机油中有水,机油变为淡黄色,说明机油中渗人水分。注意机油中有水分有两种故障可导致:一是汽缸套裂纹;二是汽缸垫烧蚀。前者故障现象较轻,后者故障现象更严重;前者故障发展较慢,而后者故障发展迅速。
(2)修补
发动机出现裂纹有条件的最好更换。汽缸体裂纹有下述几种修补方法。
① 板法补板法主要用于修补裂纹较多又相对集中,或有部分破洞的机体的平整外表面,如图3所示。
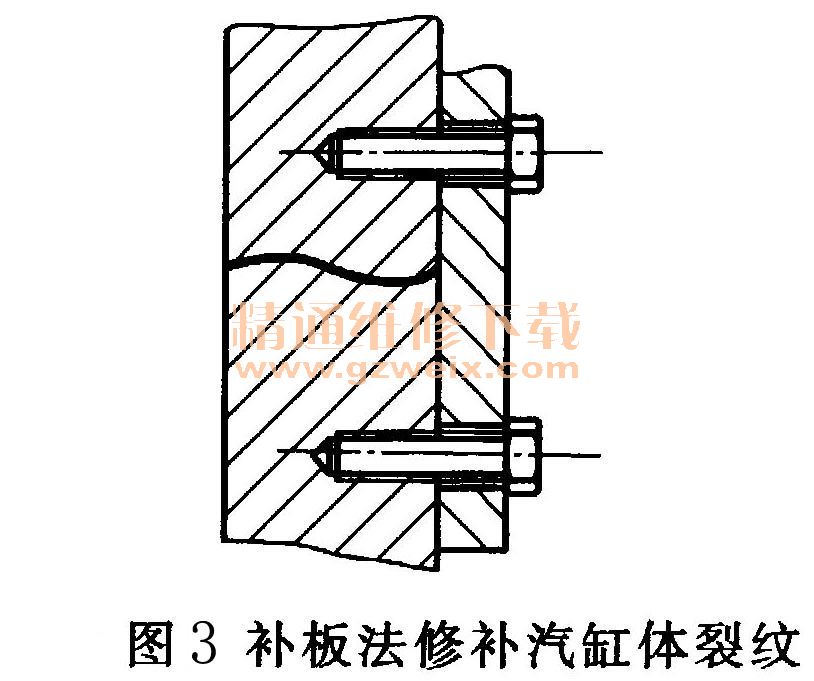
修复的方法是:清除裂纹四周预备补板部位的油污、漆皮等物;用直径为3~5mm钻头在各裂纹的端点钻止裂孔,防止裂纹延伸;选用2.5~3mm的低碳钢板切成补板,板比裂纹四周大20~30mm;沿补板四周钻孔,孔距为15~20mm,孔径3~5mm;将补板覆盖在裂纹上,使其与汽缸体或汽缸盖贴合紧密,随后以补板为样板,在汽缸体或汽缸盖上钻孔,并攻螺纹;用螺钉把补板固定住,在补板与汽缸体或汽缸盖之间,可垫上一层石棉垫,或在两个贴面上涂上红丹油。
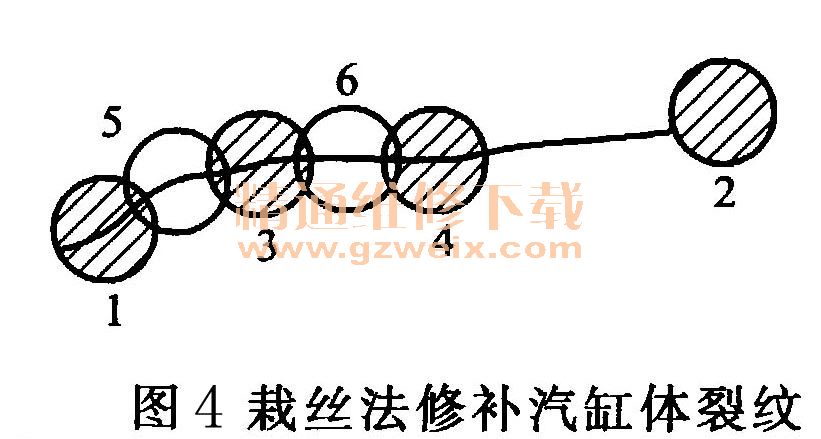
②栽丝法这种方法常用于修复单裂纹,如图4所示。其方法是:用φ3~5mm的钻头先在裂纹的两端钻出止裂孔1和2,然后隔2~4mm钻出孔眼3、4;在钻好的孔眼中攻螺纹;将紫铜棒螺钉旋进孔中,旋进的长度与汽缸壁厚度相同,然后将紫铜棒截断,其断面高出汽缸体2mm;用同样的方法,按图中钻孔的先后顺序钻出一系列孔眼,攻螺纹并旋进紫铜棒螺钉,在整个裂缝上形成一条螺钉链;用小手锤轻轻敲铆紫铜螺钉的留出部分,使其铆平并相互咬紧;最后用水压法检查裂纹处是否漏水。如有稍微漏水,可继续用手锤轻铆渗漏处的紫铜螺钉。
③电焊法先用φ4mm的钻头在裂纹两端钻止裂孔,同时沿裂纹开V形坡口槽,槽的深度以不超过机体壁厚2/3为宜。用φ4mm的金属焊条(需采用电弧冷焊工艺)或在加热的情况下用铸铁焊条焊补。为防止电焊部位焊后产生内应力或翘曲,每焊一段要用小锤从焊道两侧向中间轻轻敲打,同时趁焊道红热时,用凿口锤敲打焊道,以消除焊渣。如裂纹过长,必须分段隔开焊补,一般以20~30mm长度为宜,待间隔焊道70mm处冷却到能用手触摸时,再焊下一段。若裂纹过深,可采用多层堆焊的方法,切不可一次焊成。
铝合金缸体焊修难度很高,一般情况下更换新件。若必须焊修,方法如下。
a.焊前准备
·若缸套筋断裂,应压出两相邻缸套;若座圈筋断裂,应去掉所镶两边圈座;若螺孔坏牙,应先扩10~12mm孔。
将缸体补焊处两侧约30mm范围内的油污、水分、杂物去除,用汽油清洗干净。壁厚在5mm以上时,最好开坡口。
·用焊枪或喷灯烧去残留油污、水分,将钢丝刷刷去杂物直至露出金属光泽。
准备H01-6型焊枪5#嘴(焊枪始终采用中性焰,避免氧化焰)。
将铝209 (φ4mm)焊条,在150℃烘1. 5h待用。若无烘箱,在火炉或电炉上离火约70mm高处,放一块宽度为所用焊条2倍、长350mm、厚2mm的铁皮,放上焊条后再盖上一块较薄的铁皮,焊条应经常翻动,烘烤约2h即可,随用随取。
把汽缸体、汽缸盖放平,用焊枪或喷灯缓慢地将汽缸体周围均匀预热到150℃左右,并重点加热施焊处,烧尽补焊处裂口内或缺陷内的油污,使水分蒸发,约250℃时再迅速用钢丝刷刷去杂物,至出现金属光泽为止。较长焊缝应先点固后去渣,刷净。
b.补焊工艺
焊条电弧焊施焊时,补焊处应放置于水平位置(以下同),采用直流电源,反接,电流90~110A,(用烘好的铝209焊条)焊螺孔时,焊条做圆周转动,边缘要注意焊透,一次不行去渣刷净后填第二次,填至高出约1. 5 mm即可。焊后去渣,刷净。汽缸体、汽缸盖焊后平放在平台上,温度降至150℃后用小榔头轻击焊缝处,以减轻或消除一定应力并使组织细化,同时加热整个缸体(约150℃),用准备好的石棉布盖汽缸体,使之缓慢冷却(汽缸盖补焊后可采用压板紧固,避免变形,以下同)。
·碳弧焊采用交流焊机,用郁-8mm炭棒,若无可采用较粗的铝电缆线代替,有条件的最好进行焊前预热、焊后缓冷,电弧长度约1. 5mm,焊速应快。
由于炭棒的烧损和高温氧化,使熔池杂物较多,氧化膜也较厚,氧化膜盖在熔池表面,妨碍了焊接过程的正常进行,故焊丝应在熔池中轻轻搅动(搅动时用力不能过大,否则会捅穿熔池)。铝的吸热量相对较大,熔池难以控制,最好用钢板作垫板,以防烧穿而下塌等。补焊时应特别注意焊缝中的夹渣、未熔合、未焊透、烧穿等缺陷。补焊处余高不能太大,碳弧焊时只要把握好电弧、熔池、拨渣,获得的效果还是可以的。
·缸体最好不采用气焊,因焊后变形较大,即使焊好也难以加工。
c.焊后清理
·使用焊粉焊接的部位(最好正反面)冷后用热水、钢丝刷边刷边洗,把补焊处残留的焊粉、氧化物清理干净。
·晾干后,用平整铲去除余高,再用大小平锉、半圆锉或圆锉锉平,用砂布打磨光滑即可。螺孔按原尺寸钻孔攻螺纹。
·整修后,若发现有较大的气孔,可用钻将气孔扩大约2mm,但不得钻透,钻后用相应粗细的(比孔深长约1 mm)铝线制成铆钉,用锤子铆紧、锉光、砂平即可使用。
d.胶接法。以修复汽缸体裂纹为例,其方法如下。
·用1#粗砂纸清除汽缸体裂缝四周的银粉和铁锈,打磨宽度为30mm,长度超过裂缝两端点30mm。
·用契子沿裂缝线鉴切宽为3mm、深为2mm的V形槽,并在裂缝两端钻止裂孔。
·先用金属清洗剂清洗裂缝四周,待干后再用酒精擦洗一遍。
·调配A、B双管胶。
·用调好的胶液先填充止裂孔和V形槽,并在槽的四周和预先备好的网纹布上(宽20mm,长超过裂缝长度10mm)涂上胶液,把布条粘在裂缝上,在原来渗漏严重的地方,用同样的方法粘第二层布条,最后在布条的外面再均匀地涂一层胶液。经这样处理,24h后发动机便可投人使用。假如在冬季,为加快胶液的固化速度,可用电吹风或红外灯进行加热处理。


")


