(2)一次成型
一次成型方法适用于发动机盖、行李箱盖、车门折边位置。这些部位的钣金胶开门可见,因此对外观、形状要求较高,应尽可能与原车相似。操作时应选择专用钣金密封胶。专用钣金胶具有一定的结构强度,可以取代原有的点焊结构,并且配套专业的折边燕尾胶嘴(图15),即使是非熟练工,也可以在原有位置打出均匀、笔直、美观的密封胶外观,还原汽车出厂时的状态。一次成型法施工流程如下。

①清洁:清洁折边部位,确保清洁、干噪、无污染物。
②底处理:刷涂环氧底漆,进行防腐。
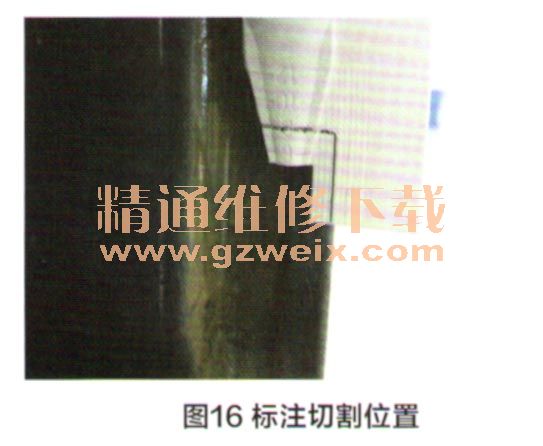
③标注切割位置:原车钣金胶一般宽度为6~8mm,厚度为1.5~2.0mm。标记位置时(图16),应根据原钣金胶的宽度及折边宽度等具体情况确定。胶嘴并非规则矩形,标注时,平面一侧应该放置到下部,弧形部位放置到上部(图17),注意上下方向不要放反。

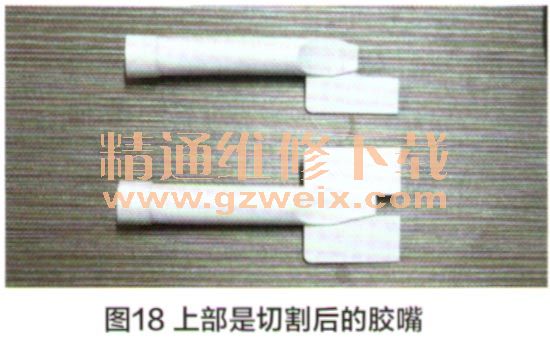
④切割胶嘴:使用美工刀,按照标记位置切割折边燕尾胶嘴(图18)。
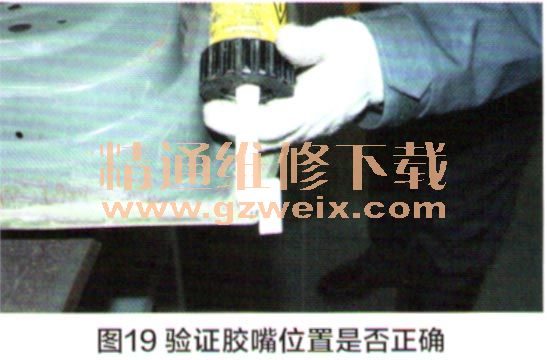
⑤验证切割位置是否正确:将胶嘴外侧贴住车门边缘,前后移动胶枪,观察所到之处胶嘴中心是否与缝隙重合(图19)。必要时应再次仔细修剪胶嘴。
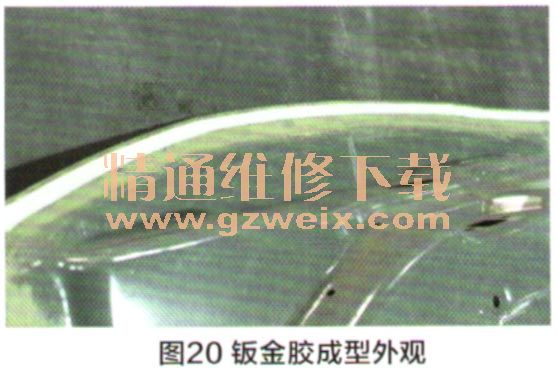
⑥打胶:沿着车门外缘打出均匀的胶条(图20)。打胶时应屏住呼吸,动作保持稳定,移动速度均匀,一气呵成,严禁中间停顿或忽快忽慢。一次成型操作应使用气动胶枪,并将出胶速度控制在合理范围内。如果使用手动胶枪,往往在用力扣动扳机瞬间,造成速度不均,从而导致钣金胶粗细不一或出现歪斜。
⑦涂装:待密封胶完全固化后,即可进入涂装工序。
上一页 [1] [2] [3]
")
")
")
")

