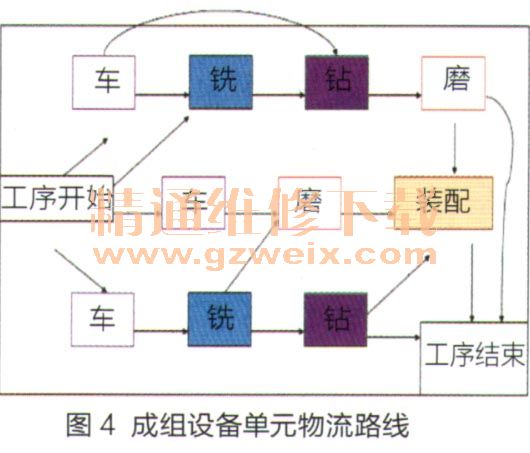
成组设备单元设计根据机器单元的类型可以分为单一机器单元、手工操作机组机器单元、半自动操作机组机器单元、柔性制造单元(或柔性制造系统)。成组技术在成组设备单元设计中的应用,是把加工方法、安装方式和机床调整相近的零部件归结为成组设备单元。成组设备单元是将相同或相近的机床调整为一组,以适应多种零部件加工。只要能按零部件族安排生产调度计划,应用成组设备单元就可以大大缩短物流路线,减少由于零部件品种更换所需要的机床调整时间。机群式设各单元物流路线与成组设备单元物流路线,如图3、图4所示。

成组工装单元设计零部件族内的个体零部件的安装方式和结构形式相近,据此可以设计出应用于零部件族的夹具,即成组夹具。只要进千了少许的调整,成组夹具就可适用于全零部件族的工装需求。
(5)组织成组加工生产线
接下来就要设计成组加工生产线。成组生产线有2种型式,即顺序生产线和平行交叉生产线。顺序生产线是指产品在生产过程的各工艺阶段、各工序之间的流动,在时间上紧密衔接、连续进行,不发生或很少发生不必要的停顿和等待现象,即产品在生产过程中始终处于运动状态。平行交叉生产线指加工对象在生产过程中实现平行交叉作业。设计时,要尽量采用并行工作模式,加土中工件的移动要尽量采用平行移动,以便缩短加工时间。
采用成组生产单元生产方式,就须对公司压路机原有车间重新调整和改造。压路机生产具有品种多、批量小的特点,若采用顺序生产线则无法适应客户定制化的需求,为此需要生产线能够随时进行柔性调整。压路机成组生产线选择平行交叉生产线,不仅能缩短零部件的生产时间,减少在制品数量,还可以使生产效率大大提高。
上一页 [1] [2] [3] [4] 下一页





