・上一文章:宝马仪表上发电指示灯、气囊灯点亮
・下一文章:探讨拖拉机改制自动果园喷药机技术设计与应用
摘要:柴油机缸盖浇注机液压泵站由一交流电机带动一个柱塞泵(W-V50A-2R-X-20)作为整个液压系统的动力源来驱动整个液压系统(三个油缸)。吸油管路上有一个线隙式吸油油滤,压力管路上有一个压力油滤,回油管路上有一回油油滤。液压油在流回油箱之前经过一散热器(GLC2 -2. 1),使因工作而发热的液压油冷却后再流回油箱。
0前言
柴油机缸盖金属型浇铸机由本体、卸料机械手、模具预热装置、液压泵站、电气柜五部分组成。见图1所示。整体动作的协调由行程开关的信号控制,设备每自动循环一次,记数记一次数,以便于生产管理。由光电开关收发的安全限位信号,限制了操作者的安全操作范围。
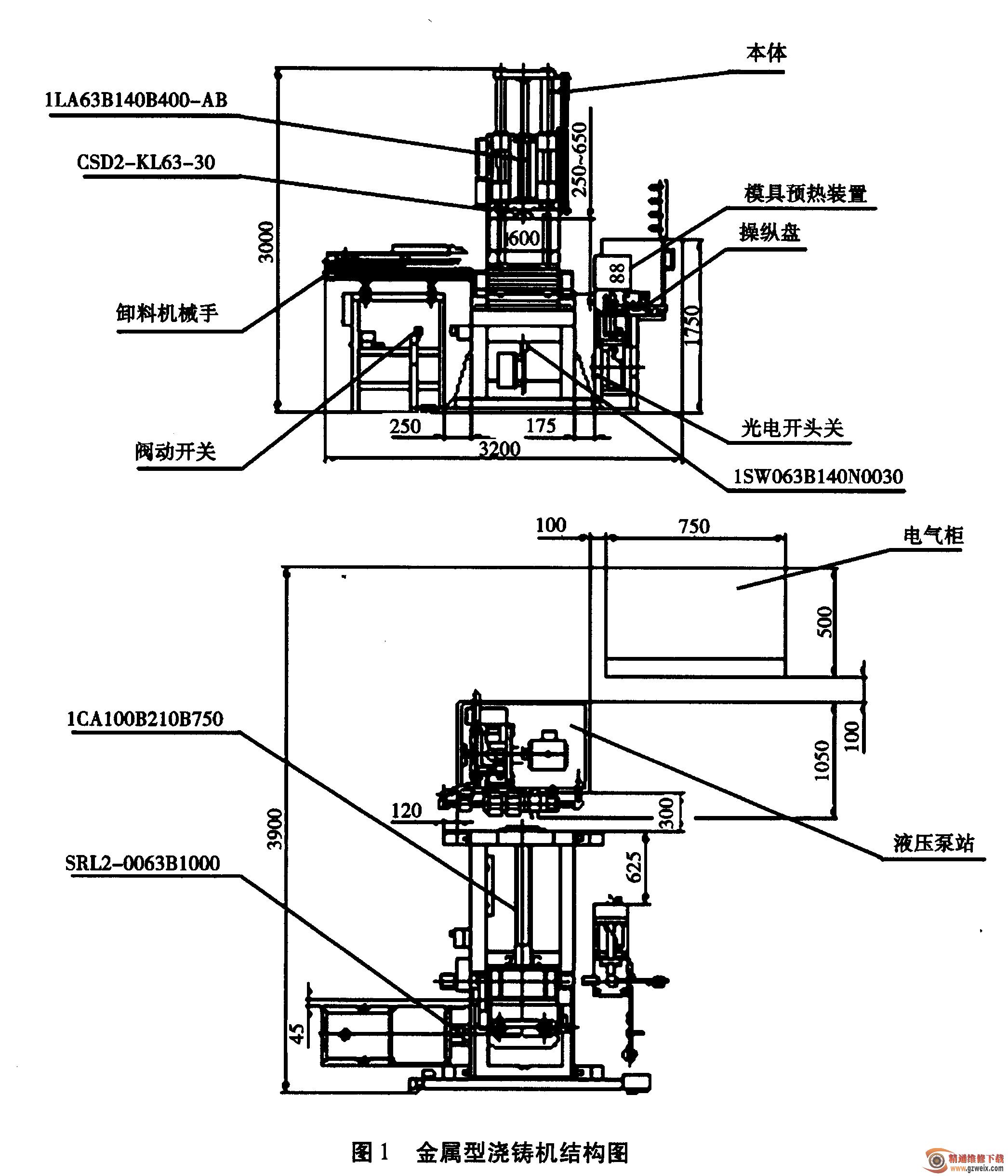
柴油机缸盖浇铸机本体由机架、翻转架、上模板、下模板、导向座、导柱、尾座体、翻转油缸(1 CA100B210B750 )、开合模油缸(1 LA63 B 140B400-AB)、脱模油缸(1 SW063 B 140N0030)等主要零部件组成。如图1所示。机架由100 mm x 100 mm x 6 mm的方钢管组焊成形,它是整个本体部分的基础。在机架的正前方装有一个带反射板的光电开关组,当翻转动作正在进行时,操作者不得进入离机架200 mm的范围内,否则整个设备将停止动作。在翻转缸的杆端装有一个二位二通液控换向阀,它的作用是当翻转架运动至中间位置时因意外情况(如突然断电、管路严重泄露等)造成系统压力的降低或系统无压力时,将翻转缸的杆侧出口封住,翻转架不会因自重而落下。模具前方卸料机械手由无活塞杆气缸(SRL2 -0063 B1000 )带动托盘直线运动,将铸造好的柴油机缸盖从打开的模具中取出。
研究了一种柴油机四气门缸盖重力铸造模具及铸造方法。采用中心加热器进行外型模具升温,使模具升温快,温度均匀。采用水冷、气冷相结合的缸盖外型模具结构,使整套模具形成合理铝合金顺序凝固的温度场。采用倾转式可调流量,浇铸和挡渣同时进行的浇口杯,保证了铸件的质量,提高了生产率。采用四个方向开模缸盖整体水套砂芯模具的设计,整体水套砂芯的铸件质量好,并且省时、省工,开模容易。


型运输车气压ABS控制原理和故障检修")


