・上一文章:图解苹果iPad平板电脑拆机操作
・下一文章:雷克萨斯GS300 3.0L(3GR-FSE)、GS350 3.5L(2GR- FSE)、IS250 2.5L、RX 350 3.5L发动机正时校对
11.如何确定缸壁温度?
冷却液温度和缸壁温度之差同发动机转速关系不大,但却与负荷关系密切。发动机全负荷时,冷却液温度比气缸壁温度低21℃;负荷为1/2时,冷却液温度比气缸温度低16℃;负荷为1/4时,冷却液温度比气缸壁温度低10℃。因此,在已知负荷的条件下,测量出冷却液温度就可算出缸壁温度。
12.如何修理缸体缸盖的裂纹?
案例:冬天,伊春有一辆微车,油底壳内机油是黄色。一修理厂工人认为,天下雨时,可能车行驶时涉水太深,水可能从油标尺口处漏入油底壳。但从油标尺入口处看不到痕迹,而且,那几天又未下雨。是否是缸盖变形或气缸垫冲毁,引起水从缸体油道漏入油底壳。这一判断又被本人否定。因为,如果是缸盖变形或气缸垫冲毁,水也会漏入燃烧室,燃烧混合气也会窜入水腔,造成冷却液温度过高,消声器尾管冒白烟,可是没有此现象。经再三询问驾驶员,他说,因为昨天水箱加了水(不是防冻液),发动机熄火后,忘记把水放掉,第二天早上检查机油时,发现机油变成黄色。此后,修理工解体了发动机,发现第四气缸上部有裂纹。经水压试验,发现此处漏水,所以油水混合变成了黄色。产生裂纹的原因是水在严寒的冬天结冰,胀裂了缸体。
(1)裂纹产生的原因:①一般发动机缸体的材料为合金铸铁,缸盖材料是铝合金,形状极其复杂,壁厚不一致,壁厚承受拉应力,壁薄承受压应力,经过正确的时效处理后,应力方可达到平衡。但是,发动机工作时,它们将受到燃烧产生的热量和冷却液温度的影响,使缸体、缸盖的温度场不一样。因此,内应力发生新的改变。在正常状况下,这种内应力会达到新的平衡,仍在材料的弹性极限范围内。当在严寒冬天,为便于起动而加沸腾开水、或在严寒冬天不加防冻液而加了水,引起缸体、缸盖水腔结冰。水结冰后体积增大。另外,当缸体和缸盖水腔结水垢过多时,因水垢导热系数比钢铁导热系数低1/25~1/50,比铝合金导热系数低1/50~1/200,同时,水垢对防冻液流动阻力增加很大等因素,使发动机冷却液温度变得过高。这一切,都会使它们的内应力重新分配,造成应力集中,材料弹性极限下降,严重时,当超过材料的弹性极限就变为塑性变形,如平面挠曲、拉伸、缸孔椭圆度及圆柱度变大,当超过材料的强度极限时就会使缸体、缸盖破裂。②缸盖螺栓拧得过紧,且各螺栓拧紧力不一致、拧紧次序又未按规定进行,发动机运转时,在压缩压力和在做功行程的爆发压力作用下,缸盖螺栓承受很大的拉力,因缸盖螺栓是合金材料,远比铸铁和铝合金强度高,所以,使缸体平面在螺栓周围处凸起,而缸盖又与缸体用缸盖螺栓连接,缸体不可移动,所以,缸盖下平面在缸体上平面凸起的影响下凹下去。③在高温热状态下拆缸盖或在热状态下存放缸盖不平,拆缸盖螺栓时,又未按规定次序拆,所以,缸盖就会变形。④意外敲击。⑤焊补:焊时各处温度不一致,造成热应力不一致,使之变形。
(2)缸盖、缸体裂纹的检查:①水压试验:缸体、缸盖水腔的水压达30~49kPa,保持5min,如此时不漏水,说明没有裂纹和砂眼。②渗漏法:将汽油或煤油注入缸体和缸盖水腔内,经20~30min没有渗漏汽油或煤油,说明没有裂纹或砂眼。煤油和汽油渗透性好,尤其是煤油。很多修理厂适用此法。
案例:有一辆已经行驶21万km的车,因拉缸采用尺寸修理法修理,即加大直径0. 75mm铿缸和珩磨工艺。车修完后行驶不久,发现油水混合,通过对缸体的水压试验,发现三缸气缸中部有一砂眼漏水,说明缸体内部在铸造时有不通孔的气孔、砂眼或缩松,扩孔后又有微薄的金属层掩盖住此缺陷,经多次发动机运转时,在压缩压力和爆发力、水压的作用下,金属层剥落,缺陷暴露,所以漏水。
(3)裂纹的修理:根据检查确定的裂纹的部位、大小、形状,采取相应的措施:①涂胶法:A.在裂纹两端钻口,防止裂纹扩张。止口的孔径大小视裂纹的部位及大小而定。B.裂纹开60°坡口,长度视除两端钻有孔以外的裂纹长度而定。开坡口的方法:用钻孔开坡口时,各钻口必须重叠,然后,用凿子去掉多余的金属,并用砂布磨光,使坡口形成一条光滑的轮廓,坡口深度取壁厚的2/3.C.除油:坡口处有机油等油污时就没有附着力,胶粘不上或附着力很小,易脱层。所以,必须先用汽油清洗,用丙酮擦,此后用清水洗净,吹干。D.涂胶:胶的品牌一般选6101环氧树脂,把它分为100份,再选用邻苯二甲酸二丁醋,把它分为15份,然后将二者混后,略加热并不断搅拌,把已研成粉末状的间苯二胺15份注入上述混合物内,通过加热直到粉末状物质全无粉末,此后,再加入石英粉15份、石棉粉10份、铁粉20份(或铝粉),并不断搅拌均匀,最后,将缸体或缸盖加热到40℃,并涂上上述配制的胶,冷却后即可使用。②焊接法:A.按涂胶法①的A、B、C三点次序的做法进行。B.铜焊条冷焊:对受力部位小、承受温度低的地方,缸体预热的温度要低,应低于400℃或不预热,用铜焊条焊,采用小电流边焊边锤击,并分层焊;对承受力和温度高的地区,如气缸的上部,应采用热焊法,即对缸体应预热650℃~700℃,焊后在炉内500℃~550℃保温1h,然后随炉冷却16h以上,直至缸温与环境温度一致即可。
13.缸体、缸盖平面度的检查和修理方法是什么?为什么气缸壁的粗糙度不可过低?
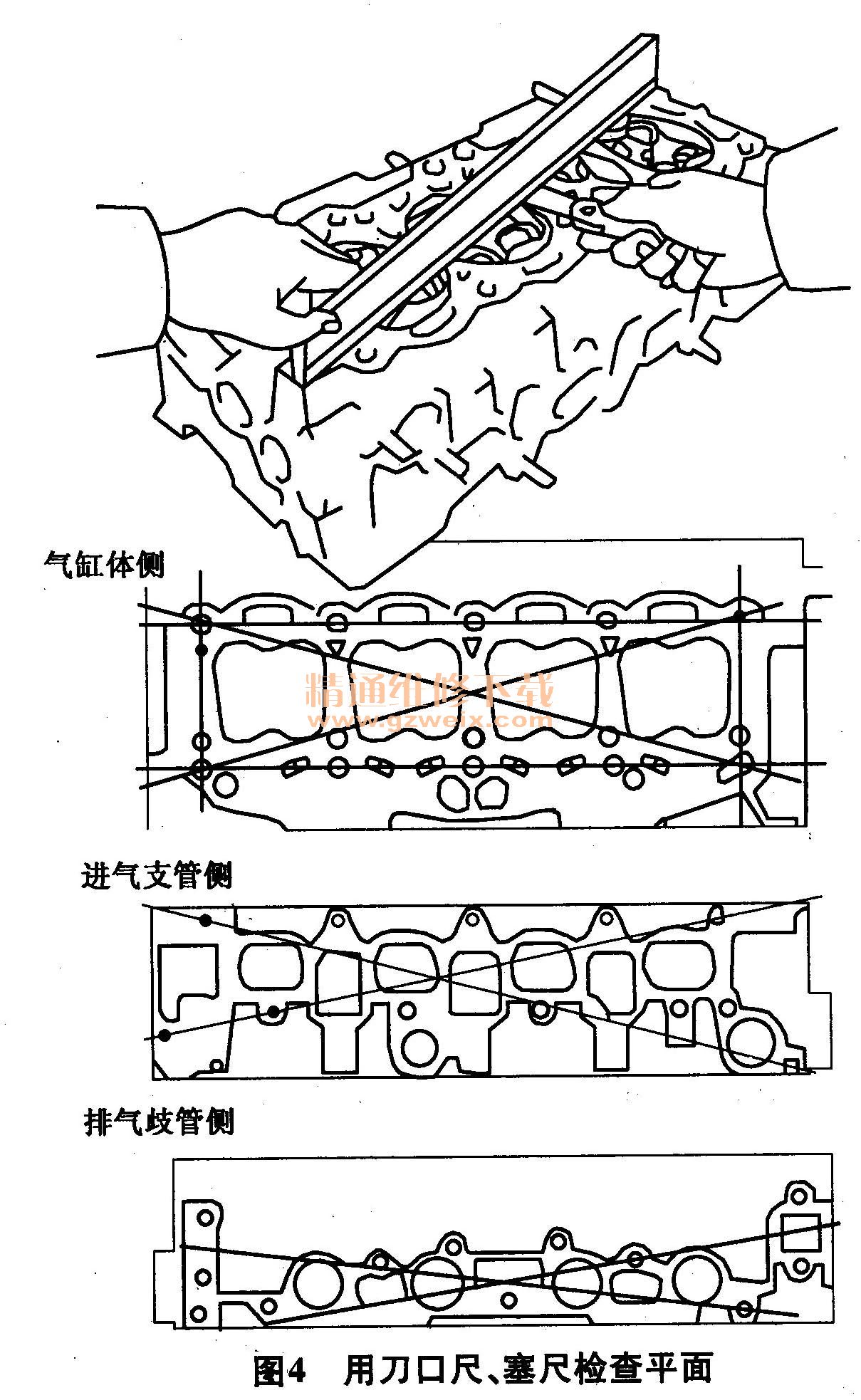
(1)检查缸体、缸盖平面度时,应使用刀口尺检查6处平面度,用塞尺塞入刀口尺和平面间隙之间,如图4所示,就可量出平面度。平面度的标准是0. 03mm,极限是0. 05mm。如超过极限度,可用400#左右细砂纸研磨。砂纸放在平板之上,将缸盖平面或缸体上平面放在砂纸上,用砂纸擦拭高处,直至合格,然后用汽油清洗干净,或用细研磨膏添加煤油搅拌放在平板上,将缸体上平面或缸盖下平面放在研磨膏上。在研磨时,忽左转,忽右转,并不断更换方向磨,否则,缸体平面边缘或缸盖边缘会凹磨。如果研磨不能达到目的,应更换或平磨平面。平磨时,必须注意磨屑量,否则,对缸盖而言,将使压缩比增大太多,有产生爆燃的可能。绝对不可认为有爆燃传感器就可解决一切,虽然爆燃传感器能实现发动机爆燃时点火提前角的闭环控制,但因为压缩比增大后,混合气在压缩行程能产生大量的过氧化物,分解能产生大量热,过热容易产生爆燃,这不是降低点火提前角就可解决的。实践已经证明了这一点,如上述所讲的一辆国产车在阿尔及利亚因过热产生的爆燃证明了此问题。过多磨削缸体上平面,不仅能使压缩比增大,产生爆燃故障,还会因平磨余量太多,活塞在上止点时,活塞头部伸出缸上平面以上太多,可能造成顶缸,即活塞顶平面与气门碰撞。
(2)缸壁粗糙度:缸壁的粗糙度太低时,意味着气缸壁很光滑,几乎没有波谷,贮油能力极差,润滑条件极差,因此,活塞环与气缸壁运动副是干摩擦或边界摩擦,不但磨损非常大,摩擦产生的热量也大,又没有润滑油将此热量和磨屑带走,加重磨粒磨损、加重活塞裙部导向处或在活塞销孔以下处与气缸胶着撕皮。之所以在活塞销孔座以下处活塞撕皮,是因为集中的热点所致。因活塞销座处壁较厚而使膨胀量太大,造成此处与缸孔壁直接抵住,使活塞销座孔以下处温度更高,超过铝合金熔点时而熔化粘住气孔壁,由于发动机又在运转,故产生撕皮。
14.用何方法修理气缸体上平面被损坏的螺纹孔?
缸体上的螺纹孔滑丝或损坏时,缸体与缸盖即使有气缸垫也不能密封。倘若只有一颗螺钉孔滑丝而更换缸体,则可惜。为此,可采用修理法,即扩大原螺钉孔,攻制成大的螺纹,再车制成一个外螺纹与扩孔后攻制的螺纹相同的钢套(套的中间部分有一个可攻制原螺纹的孔),装入新制的螺钉孔后,再按原螺钉孔的中心攻制与原螺纹相同的螺纹、这样,原缸体就可使用,从而保证了缸盖、气缸垫的密封性。
案例:成都有一辆微车属三保范围车将缸体退回厂家,在缸体标签上标注:缸体上平面的螺纹孔处有穿透性的螺纹。厂家技术员检查了此缸体,认为,裂纹的产生是因修理厂在装复发动机时,未按厂家规定的扭矩紧固缸盖螺栓所致,也可能是修理工根本就未用扭矩扳手按规定的扭矩紧固,而是按经验紧固缸盖螺栓。车辆在出厂前,缸盖螺栓是按规定的扭矩进行紧固的,且根据制度规定,此道工序经过检验,扭矩扳手也是定期校正的。同时,车辆在使用中,缸体的缸盖螺栓螺纹孔不可能自己产生裂纹,所以,确定此缸体不给予三保,修复发动机的所有费用厂家概不负责,由修理厂负担。
15.曲轴箱的通风装置有什么作用?
发动机运转时,在压缩行程、做功行程,即使活塞环与气缸密封性较好,新的气缸椭圆度和圆柱度虽合格,即使只有0. 003mm,但活塞环圆柱表面和椭圆大的直径处仍会构成间隙,在冷起动、暖机温度只有70℃以下时,活塞环的端隙还是比较大的,随着温度增高,活塞环端隙变小,但不可能使活塞环两端面抵死,否则,要拉缸。所以,即使在高温下,活塞环两端面之间仍有微量的小间隙,这就造成极少的新鲜混合气或废气由此进入油底壳。此外,在压缩行程、排气行程时,活塞环下平面与活塞环槽下平面接触,被压缩的新鲜混合气或废气中微量进入背隙。在活塞向下运动时,活塞环上平面又与活塞环槽上平面接触,因而,被压缩的新鲜混合气或废气中微量气体由第一环的背隙、侧隙进入第二环侧隙、背隙,再进入油环网格、背隙,这样,周而复始,使新鲜混合气漏入油底壳,尤其在做功行程,混合气燃烧爆发时,冲击力又使活塞环下平面与活塞环槽下平面接触,微量的燃烧的混合气就会进入活塞环与活塞环槽构成的背隙,活塞上下不断运动后,高温混合气就会进入油底壳。同时,还可从环的椭圆与气缸配合的间隙、活塞环与活塞环槽配合构成的背隙、活塞环与活塞环槽配合的侧隙漏入油底壳。对于活塞式发动机,漏到油壳内的新鲜混合气、燃烧的混合气、废气不可避免的,但国标规定了限量。否则,发动机就是不合格。正常情况下,发动机寿命长达几十万公里方报废、可靠性也很好,然而随着汽车行驶里程的增加,磨损加大,尤其维护保养差时,发动机不但磨损严重,甚至产生发动机过热、爆燃、拉缸等故障,都会加大漏气量。如活塞上的各活塞环端隙对口,装配时,活塞环又装错方向,本来有字的一面应朝上,却朝下装,第一环却装入活塞的第二气环槽内,也会加大漏气量。漏入到油底壳后,当油底壳内温度低于100℃时,废气中SO2和水蒸气,就会形成亚硫酸、硫酸,随机油流动润滑各运动副,加速了其他运动副的腐蚀。CO2也会形成炭酸。硫酸、炭酸浸入机油后,使机油变质,炭粒浸入机油后,又会使机油变成油泥状,高温废气、燃烧的新鲜混合气产生的压力,使油底壳内的空气压力更大,会由内向外挤压曲轴后油封和前油封,破坏密封,从而严重漏油。为此,曲轴箱必须设置通风装置,以免机油变质、漏油。
通气装置有两种:一种是自然通风,即当油底壳内压力小于外界大气压力时,外界空气通过空气滤清器、加油管进入油底壳。但当油底壳内压力大于大气压力时,加油盖上空气阀打开,废气、新鲜混合气就经过加油管、空气阀开口排到大气中。这种方法只适于排放要求不高的化油器式发动机。另一种是强制式通风装置,在发动机真空度抽吸下,油底壳内废气、新鲜混合气由缸体、缸盖上周边通孔经过缸盖罩气门室、PCV阀、,进入空气滤清器、进气支管到燃烧室燃烧掉,或经缸盖罩上单向阀直接进入进气支管、燃烧室燃烧掉。


")


