2.改进方法
根据出料溜槽存在的上述缺陷,我们从出料溜槽结构和制作工艺2个方面进行改进。
(1)改进结构
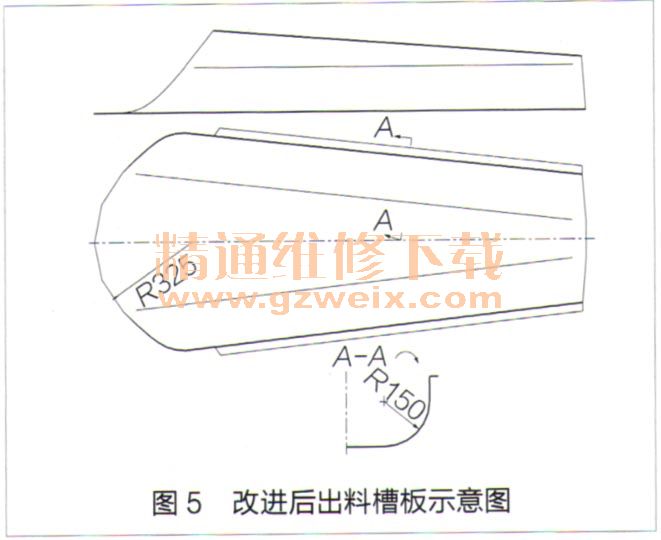
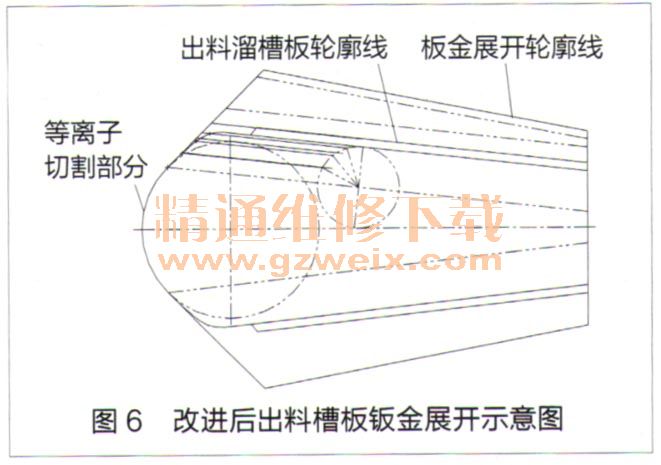
考虑到混凝土落在出料槽板上为半流体状态,我们将出料槽板前端与挡板连接部位设计为半圆形,与混凝土落料后呈现的圆形相吻合;将出料溜槽上部两侧设计成翻边结构,不仅对出料溜槽起到加强作用,而且外观较原来保护条结构平整、美观。改进后出料溜槽结构如图4所示,改进后出料槽板示意图如图5所示,改进后出料槽板钣金展开示意图如图6所示。

(2)改进制作工艺
改进后出料槽板的工艺流程为:使用剪板机切割出料槽板的直线部位→使用等离子切割机切割出料槽板圆弧部位→清理流挂→打磨切割口→出料槽板折弯→出料槽板卷板成形。
改进后出料溜槽制作工艺具备以下3个优点:一是出料槽板外形比较规则,大部分轮廓线使用剪板机下料,只有其前端长度为510mm轮廓线使用等离子切割机切割,清理切割口渣体流挂的工作量减少,使用“以剪代割”符合绿色生产要求。二是出料槽板两侧面由原来的直边改为折弯翻边,省去了出料溜槽上的保护条及其焊缝焊接工序。三是出料槽板与挡板连接的焊缝过渡较平滑,相贯线交接处平顺,焊接时焊枪摆动灵活,外观焊缝美观,焊缝均匀平整,视觉效果较好。
3.改进效果
出料溜槽结构和制作工艺改进效果如下:将出料溜槽前端和挡板由原来的直线形改为半圆形,增大了混凝土出料落入出料溜槽的空间,避免了混凝土从出料溜槽处漏料;解决了出料溜槽平面度、直线度超差问题,有效控制了保护条与出料槽板之间焊接变形,出料槽板平直美观;出料溜槽外形过渡平滑,相贯线交接平顺,混凝土出料顺畅;简化了出料溜槽制作工艺,符合精益生产的要求。
改进后的出料溜槽安装到混凝土搅拌运输车上,经过使用其整体工作性能得到较大提高。
上一页 [1] [2]





