・上一文章:雪铁龙凯旋轿车发动机和ABS故障灯点亮
・下一文章:起重机多个卷扬机同步控制技术
水平定向钻机设有旋转手柄和推拉手柄,用于控制钻机动力头的旋转和推拉动作。随着旋转和推拉手柄使用时间的延长和使用频次的增多,其弹簧产生疲劳变形,手柄中位范围逐渐扩大、中位位置产生偏移,造成手柄无法准确回到中位,导致动力头自动旋转、自动前推或后拉。本文介绍某水平定向钻机动力头旋转和推拉手柄控制原理及中位标定方法。
1.动力头控制原理
水平定向钻机旋转和推拉控制原理如图1所示。扳动旋转手柄,控制器通过D11导线及41端子检测到旋转使能开关输入的12V信号,经控制器计算后,从PWM0或PWM1导线输出200~700mA电流控制信号给动力头旋转电磁阀。动力头旋转方向随旋转手柄输入电压值(6~18V)的变化,使PWM0或PWM1端子输出电流控制信号发生变化,以改变其旋转方向。也就是说,当旋转手柄从41端子输入12~6V电压时,控制器向PWM0端子(接动力头左旋电磁阀)输出200~700niA电流,此时动力头左旋;当旋转手柄从41端子输入12~18V电压时,控制器向PWM 1端子(接动力头右旋电磁阀)输出200~700mA电流,此时动力头右旋。
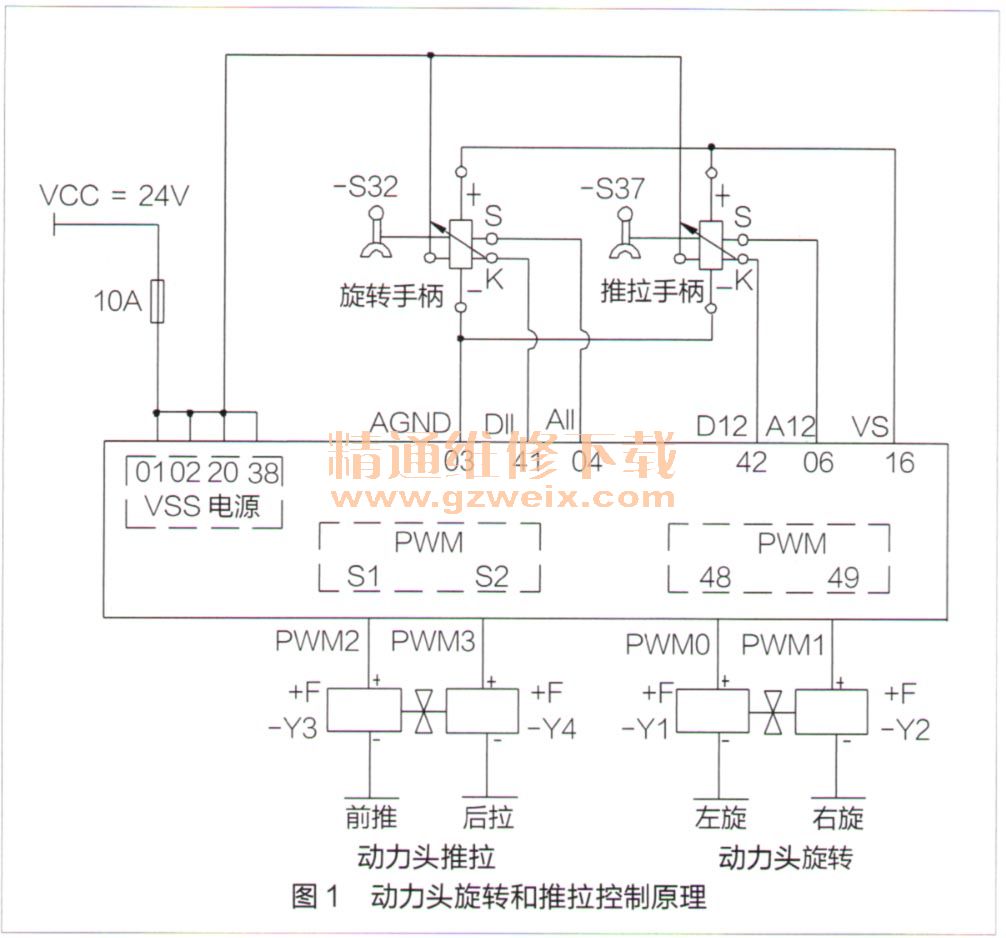
扳动推拉手柄,控制器通过DI2导线及42端子检测到推拉使能开关输入的12V信号,经控制器计算后,从PWM2或PWM3端子输出200~700n A电流控制信号给动力头推拉电磁阀。动力头推拉方向随推拉手柄输入电压值 (6~18V)的变化,使PWM2或PWM3端子输出电流控制信号发生变化,以改变其推拉方向。也就是说,当推拉手柄从42端子输入12~6V电压时,控制器向PWM2端子(接动力头前推电磁阀)输出200~700mA电流,此时动力头前推;当推拉手柄从42端子输入12~18V电压时,控制器向PWM3端子(接动力头后拉电磁阀)输出200~700mA电流,动力头后拉。水平定向钻机控制器端子及接线如附表所示。

2.手柄控制
工程机械电控手柄感应比较灵敏,考虑到操作人员在操作过程中可能出现误操作,需要对手柄输入值进行限定,以便过滤掉无效输入和无效电压,为此需从机械模块和控制程序两方面增加输入信号处理模块。
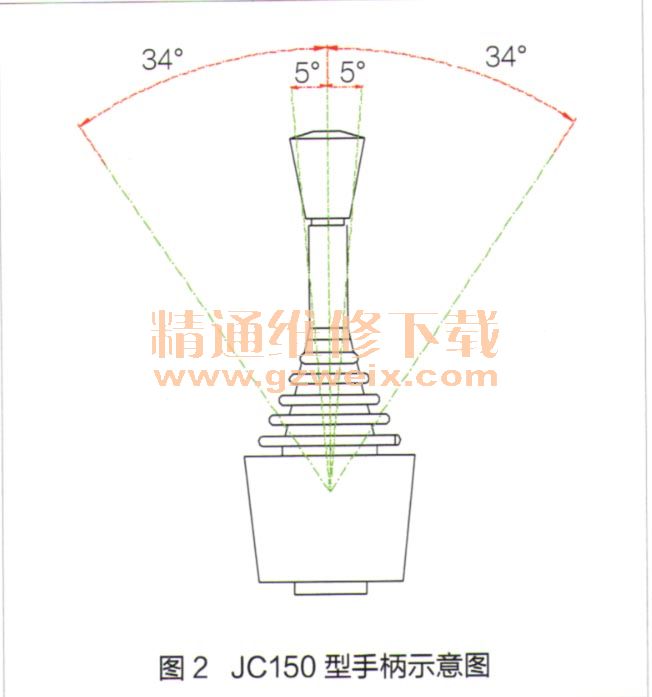
以某品牌JC 150型手柄为例,该手柄输入有效量程为纵向± 5°,即只有当手柄偏移中位角度≥5°后,才能接通手柄输入电路,如图2所示。
在控制程序中,需设置去除误操作(小电压值信号)和超量程信号的处理程序。以旋转手柄为例,其处理程序包括:先判断旋转使能是否有效,再将旋转输入值与中位初始值的差值换算为控制器输入值,用以限定输入信号的满偏量程,这样可限定旋转手柄中位一定区范围内输入值为0,以有效去除手柄抖动等产生的无效信号。





