・上一文章:分析及检测维修汽车总线技术
・下一文章:分析及维修电控发动机不能启动故障
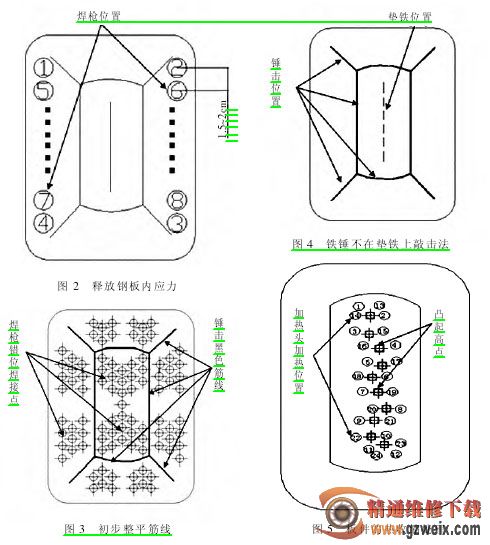
焊枪错位焊接到图 3 所示的位置,由四周向中间交替初步整平拉伸区。焊枪拉紧门板,用镐锤扁平面锤击图 3 中黑色筋线位置。每次敲击点的间距为 9~12mm,敲击力度由轻到重。
4.初步整平直接损伤区
在初步整平拉伸区之后,用钣金锤辅以衬铁对图 4 所示虚线部分即直接损伤区域进行修复。将衬铁从门板内侧抵住凹陷处,用钣金锤从正面敲击虚线四周的高处,即用铁锤不在垫铁上敲击法初步整平直接损伤区。
5.进一步整平直接损伤区
先将上一步操作留下的焊疤清洁干净,由于整平直接损伤的过程中力度较大,伴随产生了诸多凸起,严重影响了门板的平整度,因此要利用热处理的方式对其进行收火整平。
在对门板进行加热的同时需要注意两个问题:
第一,加热头和门板接触的位置。如图 5 所示,在凸起部位的两侧交替加热。用压缩空气对加热点进行冷却时,金属收缩,达到整个板面的平整。
第二,加热时间的控制。当钢板加热到600℃时会出现暗红色,若此时进行冷却,被加热区域产生硬化,降低其原有强度。因此加热时间不能过长,当加热区开始变黑即可用压缩空气进行冷却。
重复此步骤,逐个修复凸起,最后清洁修复区域。
6.精修
用整形机辅以直尺对残余的小的凹陷和凸起进行精修。精修小的凹陷时,滑锤拉的力度要轻,从外向内把凹陷面拉高;精修小凸起时,可用焊枪拉住低面,用镐锤小头轻轻敲击凸起,直到平整。用直尺测量修复区的平整度,间隙在1mm 以内为合格。最后打磨、清洁,关闭整形机电源,整理工位,整个门板整形工艺流程到此结束。
三、结语
总之,汽车门板修复的方法有很多种,在门板整形过程中充分考虑金属自身的材料性能以及力学性能,正确使用维修工具,准确把握热处理时间,可以有效提高门板修复的效率,保证钢板的强度和刚度,进而提高维修的质量。
本文所阐述的主要观点以及相关注意点都是在实际操作中不断总结、完善而成,相信对车身修复有一定的指导作用。


")


