・上一文章:长安铃木雨燕行驶时底盘异响
・下一文章:雷克萨斯LS430 4.3L发动机正时校对方法
31.为什么排气门比进气门头的接触面宽度大?
排气门比进气门接触面宽:废气是经过排气门头与气门座之间开口排出的,废气温度高,进气门进的空气温度低。所以,排气门散热要求高于进气门。为使排气门散热更好,避免烧毁排气门头,排气门头与气门座接触面应大。因为,接触面大,传导的热量多,快速,及时,因而,排气门头与气门座接触面比进气门头与气门座接触面宽。
32.为什么排气门会烧毁?采取什么措施降低排气门烧毁的概率?
废气从排气门头与排气门座的开口排出去。排气门的材料熔点较高,排气门温度600℃~800℃,所以,一般排气门是不会被烧毁。
(1)以下原因将造成排气门烧毁;①发动机混合气太稀,造成混合气油分子距离长,使发动机在排气行程还在燃烧,燃烧的气体从排气门头部与气门座之间开口排出去,这样,排气门的热负荷加大。②发动机爆燃时,引起发动机过热。③发动机点火提前角太小,后燃严重,温度过高,甚至排出去的是燃烧混合气。④长时间发动机水温高,使排气门间接冷却效果差。⑤发动机运转久后,排气门与气门座之间会有炭粒、胶质粘在其上。气门座的传热能力大大削弱,这样,气门头的热量越积越多,温度越来越高,同时,炭粒又使排气门加速磨损,同时,废气中的腐蚀性物质使排气门头接合面有麻点,气门与气门座关闭不严,使排气门头受热的机会更多,甚至爆发燃烧混合气也经过排气门与气门座关闭不严的隙缝漏出去,使排气门热负荷更大,温度更高,当达到比气门材料的熔点高时,排气门密封面被烧毁。
(2)降低排气门烧毁的措施。①防止混合气稀:勤检查电喷发动机的燃油压力调节器,保证喷油嘴油轨内燃油压力在厂家规定的指标内。②燃油泵单向阀或卸荷阀漏时,应及时更换。③加强维护保养,清除排气门上的积炭。④经常检查水温表的指针位置,防止水温高,如水温高应及时采取措施。
33.气门常发生哪些故障?原因是什么?
(1)进排气门磨损或排气门烧毁或排气门接触面上有麻点。
(2)由于进气门间隙小,使进气门延后关闭。在压缩行程开始时,进气门还未落座气门座,新鲜混合气一方面流入进气支管,更重要的是因为此时气门头既要受沿杆身轴线压缩压力的作用,气门杆尾端面又受气门间隙调整螺钉的压力。由于调整螺钉中心线与气门杆身中心线有一夹角,气门调整螺钉是装在摇臂一端的螺纹孔内,摇臂绕摇臂轴旋转,所以,调整螺钉前端面在顶住气门尾端平面上时,既使气门向下直线运动,也在其上绕摇臂轴滑动。这样,螺钉对气门杆身不仅有轴向力,也有与轴向力垂直的分力,使气门有压杆稳定和受一个弯矩作用的两个问题,因而气门杆弯曲。
(3)气门杆身与气门导管内有积炭时,将加速气门杆与导管的磨损,还会积胶,咬死气门杆。
(4)气门杆的弯曲及气门杆与导管配合间隙因磨损增大后,将进一步破坏气门的导向性能,更使气门杆弯曲,使气门上下往复运动时,歪歪斜斜,破坏气门的密封性,缸盖上的机油漏入燃烧室,产生烧机油,产生的积炭,又加速缸孔与活塞环的磨损,甚至拉缸,使三元催化转换器损坏,同时会破坏气门的密封,使之漏气,影响发动机性能。
(5)如经过几次研磨气门头锥面,气门头变薄,气门头与气门座贴合面高度减小,机械强度严重减弱,易变形,轻者密封性能不好,重者气门头受到气门的冲击,易疲劳断裂,脱落掉入缸孔。
(6)气门头与气门座积炭,特别是排气门与排气门座上的炭,易变为炽热点,成为表面燃烧的“导火线”,产生爆燃。
34.手工研磨气门工作面时的工艺是什么?
(1)用汽油或煤油清洗气门、气门导管、气门座。
(2)在与气门座锥面接触的气门头锥面涂一层研磨膏,在气门杆上涂一层机油,然后,插入气门导管。
(3)用旋具或橡胶皮碗吸住气门头顶面。
(4)提起旋具或橡胶皮碗,使气门头锥面往复研磨气门座锥面,并不断旋转,每次往复旋转角度为10℃~30℃,不易过大,否则,易磨出沟痕。
注意:研磨时,一定要不断变化气门头与气门座接触锥面的相对位置。
35.为什么气门与气门座配对研磨后不可互换?
大修时,每一个气门与气门座相对研磨后,一定要放好并记住位置或编号,比如一缸进气门在装配时一定要与一缸气门座配对,不可将一缸的进气门与二缸或三、四缸的进气门座配对装配,否则可能引起泄漏,不要以为都是研磨过的气门,随意更换一个就可以了。
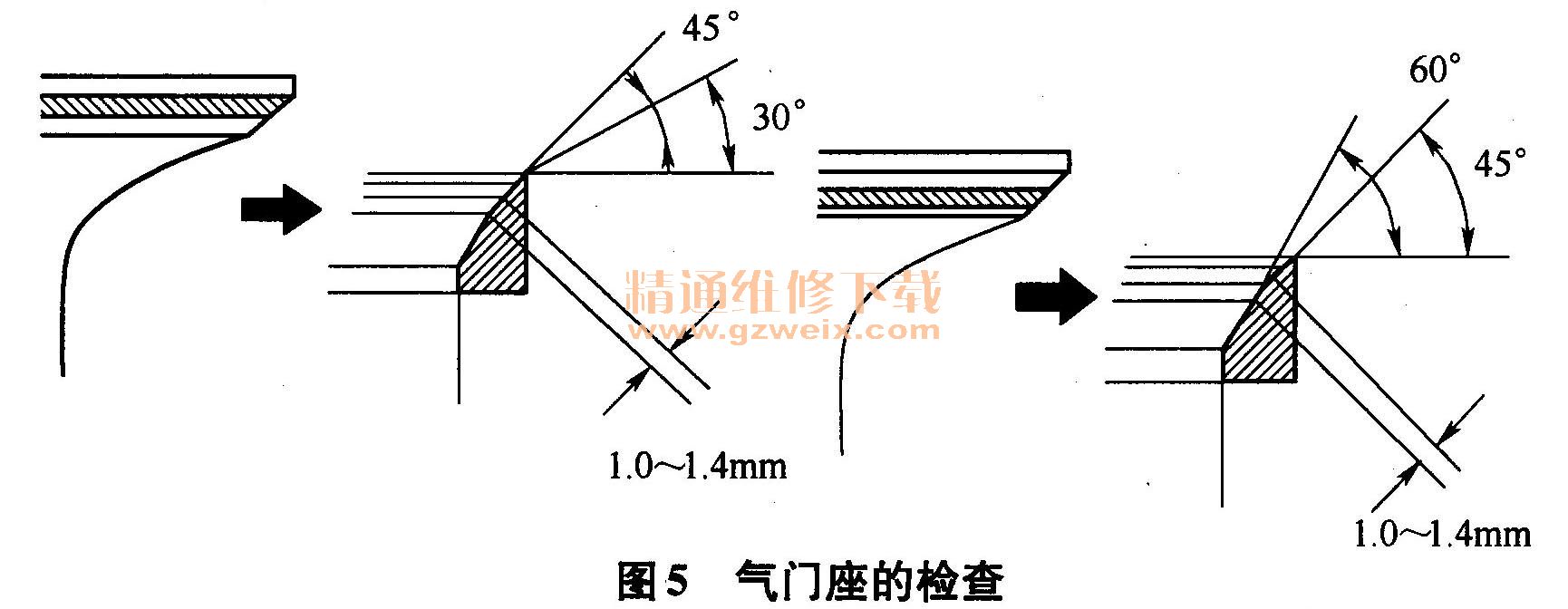
36.检验气门与气门座的密封性的方法是什么?
气门与气门座密封性的检验有几种方法,要根据厂家的条件而定(见图5)。


")


