・上一文章:国四阶段换挡点对排放结果的影响
・下一文章:浅谈清洗化油器与检修要点(2)
3 最终验证
对改进后的效果进行了最终验证。我们从现场随机抽取1 125件,进行校正,合格1 122件,合格率为99.73%,可见这种改进后的工装,能有效保证校正尺寸。至此,我们的改进达到了原先目标要求。
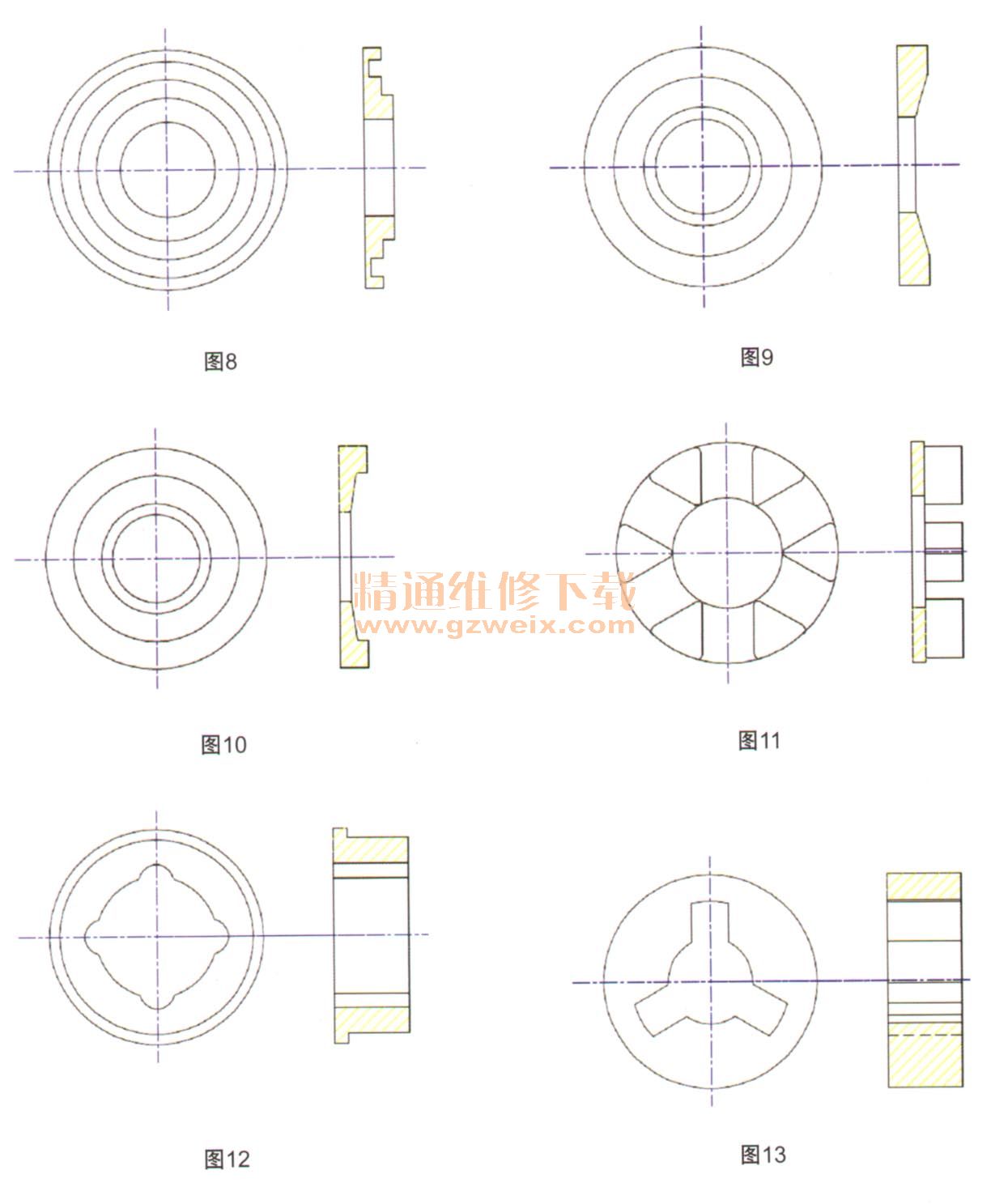
通过试验产品校正工装改进的有效应用,我们将此工艺方式进行了推广实施,根据不同产品结构,制作了不同工装。见下面部分工装图片,如图8~13所示。
4 结束语
在铝合金轮毂的生产过程中,轮毂本身结构复杂,工序流程多,在模具、毛坯铸造、热处理工序会产生顶杆高低、偏芯、变形、碰伤等影响产品质量,通过校正工装的改进,优化了定位基准,有效消除了产品前期的不良产生对校正影响,有效确保校正尺寸在公差范围内。

")



