・上一文章:分析及维修日产轩逸轿车没有倒挡
・下一文章:分析法士特16挡变速器结构及气路
(5)将上述已经切开后的大梁(2块)打磨平切口及加工好坡口(槽内侧坡口,钝边高 2mm),置于待焊修汽车大梁断口处内侧对齐装配好并用焊条点焊牢固后取出平焊成一体(选用 E5015 焊条,用直径 Φ2.5mm打底,用直径 Φ3.2mm 焊完其余焊道),如图 2 所示。
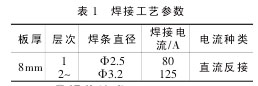
具体的焊接过程及工艺参数如下:
① 焊前准备
焊前将接缝两侧边缘氧化皮、油漆、污垢清理干净,接缝装配错边不超过 0.1mm,用直径 Φ2.5mm 焊条手弧焊定位,钝边高 2mm,开口间隙2mm。
② 材料
母材为 Q345(16MnL)钢,壁厚为 8 mm。采用 E5015 焊条,经 350℃×2 小时烘干,200℃保温筒内使用。
③ 焊接设备及工艺
焊机为ZX7-300,开坡口单面施焊。焊接工艺规范见表 1。
④操作技术
单面多道焊,采用定距措施保证槽钢在焊接过程中不发生内扣或外翻变形。
⑤焊后检查
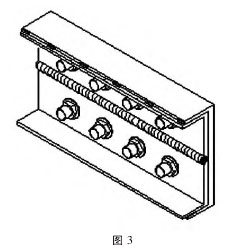
外表检查,无焊瘤、咬边、错边。将图 2 焊好后的槽钢背面打磨平整后再扣合进待修大梁槽内,配钻数个(8~16 个)直径等于或稍大于 14mm或 16mm 螺栓孔,注意尽减少对大梁强度的影响,可充分利用原有铆钉孔,每配钻好一个孔装好螺栓并预紧后才能再钻下一个孔,直到全部螺栓装齐后再拧紧全部螺栓,如图 3 所示。
(6)沿长、宽、高部位有选择性
(两端、中央位置)焊接适当长度,采用 E5015,直径 Φ3.2mm 焊条,115A电流。为尽量降低焊接热影响,采用旧毛巾或棉布浸水后摆在焊接部位吸热,尽量断续短道施焊,每段施焊长度不超过 40mm。
(7)装好前桥部件,顶起大梁,取出保护支承,放下千斤顶,整个维修过程结束。
4.结束语
按照本方法焊修大梁目前总费用仅为数百元人民币,只要人手足够,总耗时少于一天。在两年多之后的回访中得知,该车此次修复部位再未出现过故障。


型运输车气压ABS控制原理和故障检修")


