・上一文章:电脑硬件故障常见处理方法
・下一文章:新手修家电----家用电器维修基础知识
一、机芯部分故障的原因
1.使用不当造成的故障
使用不当造成的故障发生率较高,主要是由于操作失误,强行推入磁带而造成机械性能的损坏。例如,磁头体与座被推分离,或磁头螺钉折断不能使微动开关动作,以及收带轴被推歪、推断等。
2.灰尘及污物造成的故障
灰尘及污物造成的故障极为普遍。当机器内部积尘较多时,对机心的影响最大,它会造成机心不灵活,皮带、压带轮、磁头不干净,从而导致放音量小、放音变调(带速不对)等,经进行仔细清洁处理或更换压带轮后,这类故障就可排除。
二、排除汽车收放机机芯故障的方法
1.观察法
观察法是通过眼睛并在手的帮助下,直接观察收放机的机械性能。例如,通过观察电动机运转情况、磁带走行情况等,常可判断电动机是否损坏,是否有异常的机械部件运行不灵。
2.分部判断法
分部判断法是指把互相连接的机械部件分开,观察其动作。比如,为了最终判定故障是来自电动机还是来自传动装置,可把传动带从电动机带轮和飞轮上取下,通电后观察电动机转动否,如果电动机转动,则说明故障来自传动装置;然后分别按动快进、倒带等键,轻轻转动飞轮等部件,借助手感、眼看判断故障部位。
3.测试法
用标准带、力矩计等可检测传动机构工作情况。
三、收间正常,放音时绞带
收音正常,放音时绞带,说明故障在放音部分,不在电路部分,因为中放以后的电路部分是收音和放音共用的。
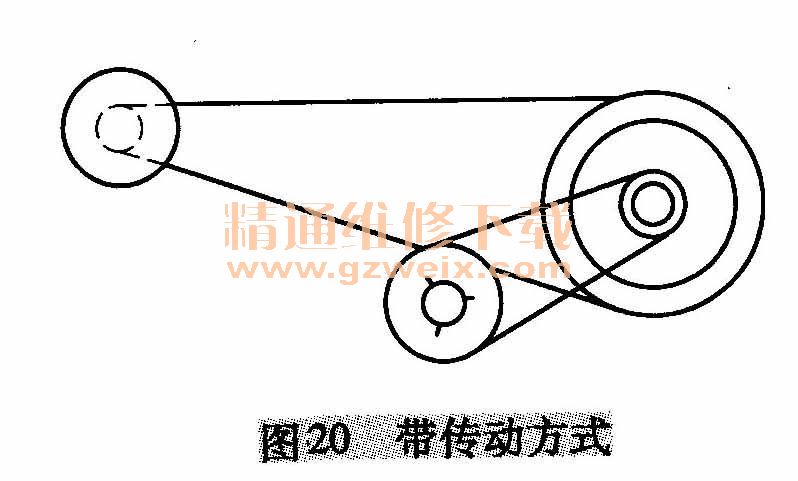
绞带故障是比较常见的故障现象,日常使用中会经常遇到。放音机械虽然都是单向功能的,但它与带传动的机械类型是有一些差异的,这种差异突出表现在卷带轮传动上。一般单方向运转放音机械基本有两类:一类是采用齿轮连动方式为卷带轮提供动力,如图19所示;另一类是以小带为卷带轮提供动力,如图20所示。
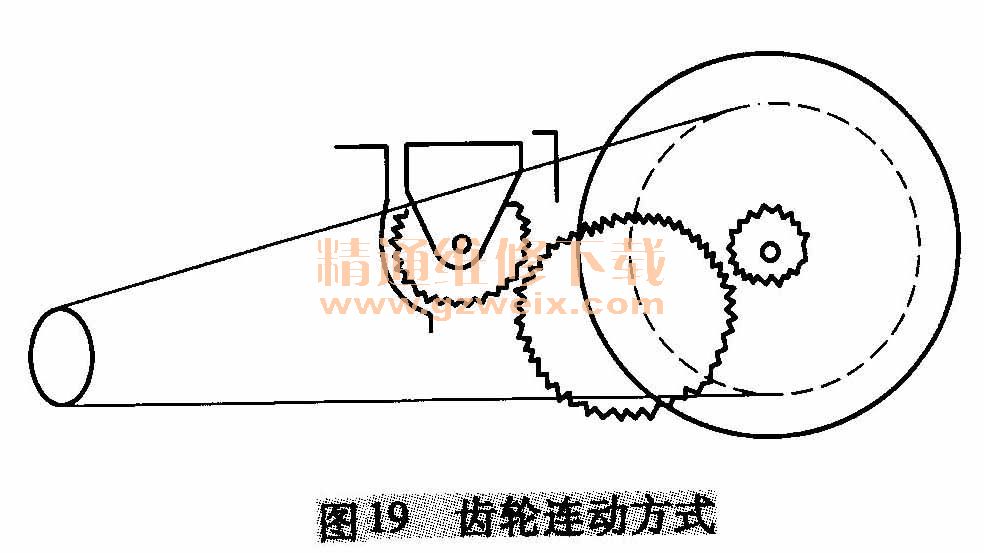
通过图19可以明显看出,卷带轮能够正常运转主要是依靠间接形式完成,也就是卷带轮能够完成正常运转需经3个咬合点,即连动齿轮与主导轴咬合,再与卷带轮咬合。正是这种连锁传动方式的应用加快了卷带轮损坏进程。由于卷带轮在正常转动时其齿轮层和底座层是通过毡垫来控制不同位置转速(指卷带轮上下层)的差速,因此在放音时受力较大,并能够造成卷带轮两处损坏机会:一处是卷带轮根部齿轮与连动齿轮接触部被磨出一道沟;另一处是连动齿轮齿尖局部位置被磨平。
带传动系统主要由微型电动机、大带、飞轮、小带、卷带轮5部分组成。从图20可知,当机器处于正常放音时,大小带是在同步中运行,缺一不可。如果缺少大带,则动力电动机将处于空转中,从而失去传动能力;如果缺少小带,则由于大带运行在正常转动中,卷带轮停转,而主导轴在转,因此,录音带就会被缠绕在主导轴和压带轮上出现绞带故障。
四、放音无声或放音声弱
造成这种故障现象的原因,除有电路因素外,还有因这种机心长期使用在高温及冲击振动的环境条件下,并且附着大量的油污尘埃及一些腐蚀性的气体、经过一段时间的反复使用,少则一个月,多则三个月,就会在机心的压带轮、主导轴及放音磁头上粘满磁粉、油污和尘埃,尤其是在磁头的工作面上,沾满磁粉、油污和尘埃,并将磁头的缝隙覆盖住,致使在放音工作状态时,产生放音声小、无声现象。
使用装普通机心的机器时,最好在一个月或两个月后,将机心卸下,对压带轮、磁头、主导轴进行彻底的清洁处理,故障也就自然得到排除。
五、放音时抖晃增大,有“喀喀”声
由于单向机心在磁带运行终了时,是自动停带,压带轮和主导轴虽然不再运带,但是相互之间的压力还存在,磁带还是始终贴紧在磁头工作面上。操作者往往不是一停带时就立即更换磁带,有时甚至使机心长期处于不工作的放音状态。这样长期使用下去,就会使压带轮的工作表面严重变形,形成潜在的暗坑;主导轴因为长期受力,引起弯曲变形,从而抖晃增大;另外,飞轮上端面与卷带轮卞端面相互有摩擦也会引起抖晃增大,这通常是因装配、检修、拆卸方法不当造成的。
如果抖晃是因压带轮变形或主导轴弯曲引起,并告械使用者注意,在磁带运行终了后,应尽快取出磁带;如果抖晃是因飞轮与卷带轮摩擦引起的,应将支撑带轮的支撑板用尖嘴钳子夹住,用力向远离飞轮端面方向扳1 -2次,让轮端面与卷带轮间留有间隙,使工作状态尽快消除。
放音时出现“喀喀”声,一般是因带盒复位弹簧板的弹力减弱所致,可在弹簧板中放入一垫片,然后按下弹簧板,使其对带盒的弹力增大些,这样在驱动机构转动时,不致因汽车振动而将磁带盒弹出卷带帽,就可以排除卷带盘心与卷带帽非啮合的“喀喀”声。
六、不能自动停带
正常的单向机心在磁带运行终了时,是会自动停带的。造成这种工作现象的主要原因是微动开关弹片失去弹性;自停臂(自停连杆)拉簧脱落。如果弹片失去弹性,则在自停触头移动时不能推动微动开关动作,因而不能断点停机。
这时可用镊子夹持弹片对其变形处整形,向变形处的反方向扳动开关弹片,只要开关能随触头的移动而闭合,故障即被排除;如果拉簧脱落,自然带动不了触头移动,同样会造成不自停,只要重新挂好拉簧即可。
七、插入磁带盒后,带仓动作,但插头走不到位
因为当将磁带盒装入带仓推入机心时,虽然带仓能够勉强到位(到位时发出的声音低微),操作键能够恢复到原始状态,但由于带仓的凸肋没有将限位的弹簧片顶开,从而使磁头板无法动作,磁头、压带轮不能到位,造成故障。
出现这种故障的原因是由于机心在长期工作中,安装在推位支架与转动拨叉中的扭簧扭力大为减弱,使带仓到位时的冲力明显变小,无力顶推弹簧片,致使磁头板无法到达规定的工作位置(同时还会造成磁带不出盒故障)。
出现这种故障时,可以将此扭簧拆下,用尖嘴钳将扭簧绕制方向(即螺旋方向)内的夹角夹大些,以增加其扭力。如果扭簧已经锈蚀变形,则应更换之。另外,磁头板上的拉簧拉力的减小,也会引起这种故障。因为这根拉簧的拉伸长度达到了拉簧本身长度的1/3以上,且始终处于较大的受力状态,长期使用引起疲劳而产生变形。因此在更换扭簧的时间时,也应考虑更换拉簧,彻底消除故障。
八、供电正常,但磁带不走也不能放出音乐
产生这种故障的原因除电源电压过低或电动机损坏或电动机带轮松动外,机心的主传动带脱落也是重要原因。
对于这种故障现象,应首先查看电动机带轮是否松动,主传动带是否脱落。如果电动机带轮松动,应用粘结剂重新粘固再用。如果是主传动带脱落而引起驱动机构不转,应拆下机心,重新挂好传动带。为了防止传动带再次脱落,应进行运转检测。倘若电动机传动轮与飞轮不在同一水平面内运行,则当飞轮旋转后,传动带就会自行脱落,可用十字槽螺钉对飞轮间隙进行调试,只要用肉眼观察飞轮、电动机带轮在同一平面上即可消除故障。
若电动机带轮没松动、主传动带也没脱落,电源电压也正常,则应查看电动机带轮等有无异物卡住。若用手转动电动机轴,电动机轴转动自如,则为电动机内部损坏,应予更换。一键失灵
九、双向机芯的换向机构失灵
故障现象:在正常放音走带状态下,机心中正、反驱动磁带的两组压带轮不断产生换向动作,同时两组卷带齿轮A、B面反复交替绕带,即一会儿正向走带,一会儿反向走带,换向机构失灵。
如图21所示,产生上述现象的原因是换向齿轮上的限位块失去控制,换向齿轮在其下面的扭簧推力作用下,使缺齿口不断越过主动传递齿轮,相互啮合,出现啮合一断开一啮合的动作。限位块失去控制的原因是作用拉簧脱勾。
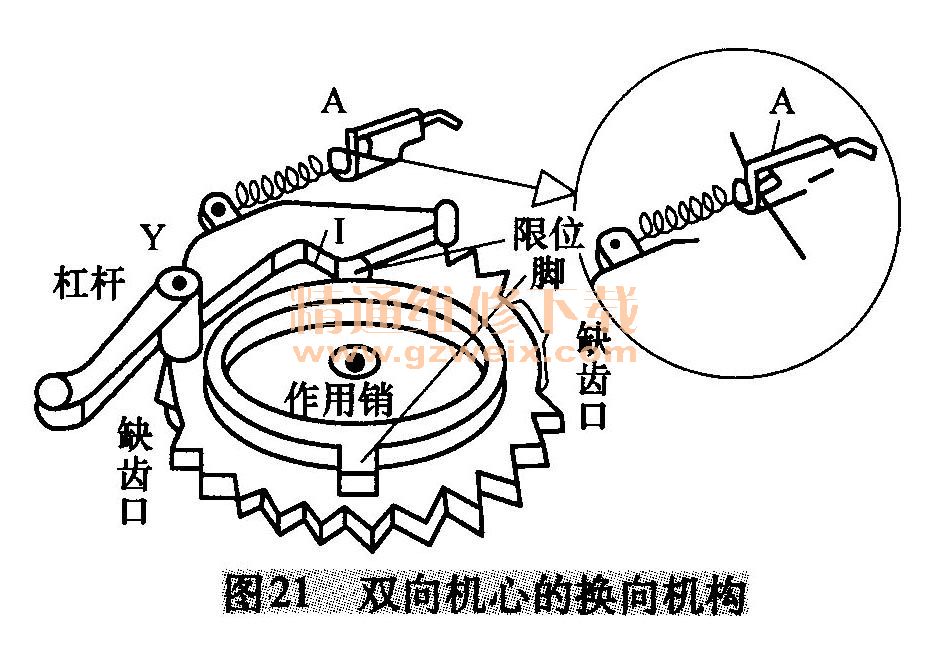
当拉簧脱勾时,杠杆停留在图21所示位置,限位块不能与杠杆I点卡住,换向齿轮在其下方扭簧作用下顺时针偏转,致使有齿部分与主传递齿轮(图中未画)啮合,带动换向齿轮旋转,换向齿轮上面的作用销不断地带动换向机构的工作。
对这种故障,可用具有一定弹性的尖嘴钳子,夹持拉簧挂耳,将其挂入A孔内。为防止汽车振动而引起拉簧脱落,可用镊子夹住挂耳将其与A孔封闭。


")


