・上一文章:欧盟、日本与中国的摩托车电磁兼容标准比对研究(2)
・下一文章:TCL L37E5300D型液晶彩电,开机死机
摘要:圆锥配合应用广泛,但锥孔的诸参数测量效率低。根据锥孔诸参数的测量原理,只使内径表竖向定位尺寸为已知,内径表就成为便捷的锥孔参数测量用表了。
根据圆锥孔诸参数的测量原理,只要将内径表轴(竖)向定位尺寸为己知,就可实现用内径表,测量圆锥孔类零件的参数了。圆锥结合在机械、仪器及工具等结构中应用广泛,实现圆锥结合的互换性,对提高产品质量、降低生产成本,具有重大意义。
圆锥与圆柱相比,圆锥结合特点有:1)能保证结合件相互自动对准中心,不仅能使结合件的轴线重合得很好,而且多次装拆亦不受影响;2)配合间隙或过盈大小可以调整,通过调整内、外圆锥的轴向相对位置,可以改变配合间隙或过盈的大小,得到不同性质的配合,延长零件的使用寿命;3)配合紧密又便于装拆,具有自锁性能,能传递一定的扭矩,传动装置结构简单紧凑,加工和装配方便,经济性好。
圆锥参数的测量,如何正确选择测量方案和正确评定圆锥零件的质量,是提高圆锥零件质量,保证互换性不可缺少的环节。圆锥参数一般包括:圆锥角a(或锥度C),大端直径D,小端直径d,锥体长度L等,本文以零件实例,讨论圆锥参数在加工过程中的具体测量方法。在批量生产中,内、外圆锥零件参数的测量既要求准确可靠,又要求能在生产现场随时测量,准确、便捷、高效率的测量方法是提高内、外圆锥零件质量的保证。
1 常用测量方法
常用内、外圆锥零件参数的测量方法有:1)比较测量法(量规法、涂色法),将内、外锥零件涂色与圆锥塞、环规相接触,根据接触长度判断被测内、外圆锥角是否合格,该方法要求测量者有丰富经验,且不知道内、外圆锥各参数的实际值;2)直接测量法(仪器A(量法、正弦规测量法),常用仪器有工具显微镜、三坐标测量机等,环境条件要求高、价格昂贵,测量方法简便、操作比较复杂,不适合在车间现场测量;3)间接测量法,测量与被测参数有关的线性参数,通过二者之间的函数关系,求出被测参数,该测量法往往采用一些特定机构,达到测量简便、快捷和准确,因此,被机械加工企业广泛使用。
常见的圆锥孔结构中,大端直径D、圆锥角a(锥度C)、圆锥长(高)度H各参数是经常要检测的项目,如图1所示,由于圆锥孔的末端往往自然形成圆角或残留毛刺,会给上述参数的测量带来不便,所以圆锥孔比圆锥柱测量较难。

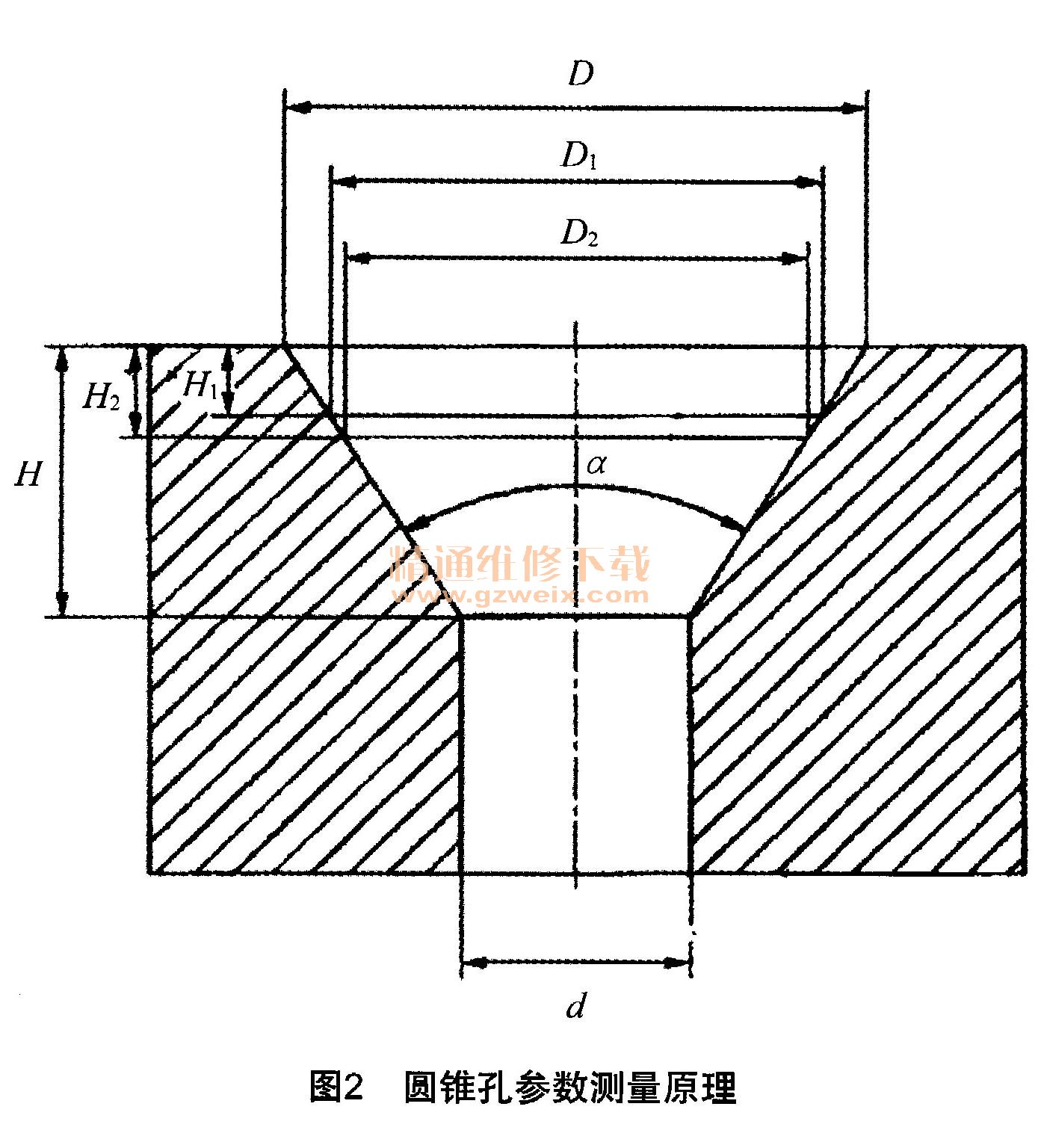
2 圆锥孔参数测量原理
圆锥孔参数侧量原理如图2所示,圆锥孔参数中的圆锥角(锥度)、大端直径(或小端直径),均可由图2几何关系求出。


")



