・上一文章:野马QM100摩托车4挡有发冲现象
・下一文章:打瓜收获机具的研究
3规范操作及注意要点
3.1气门
a)拆装气门必须用气门弹簧压缩器压缩气门弹簧,取出气门锁夹。注意不可过分压缩气门弹簧,否则弹簧会因此失效或压坏气门油封。
b)取下气门弹簧压缩器,依次卸下气门弹簧L座(也称弹簧压盘)、外弹簧、内弹簧,再从燃烧室侧取出气门。
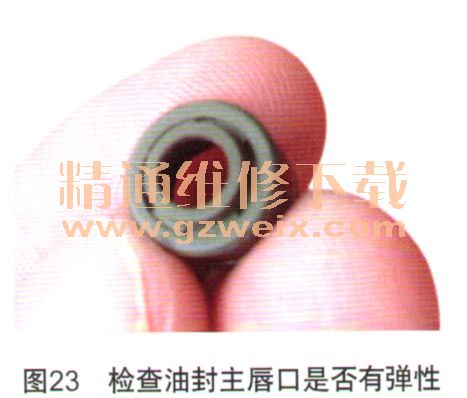
c)取下气门油封,检查油封的主唇口是否有弹性(见图23),视情予以更换。
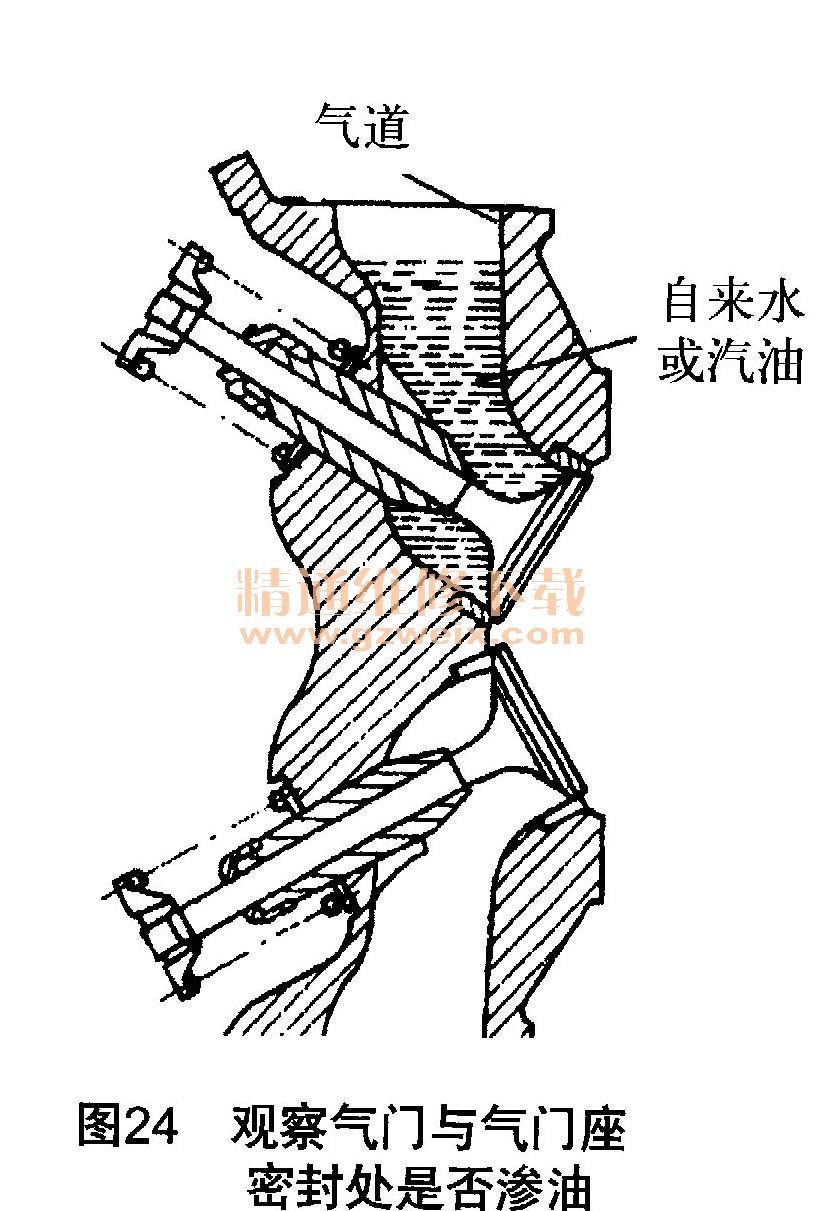
d)清理燃烧室积炭、排气道积炭,检查气门座与气门锥面结合处的密封状态。将气门装入气门导管,分别在气缸盖进排气口处注入煤油,仔细观察气门与气门座密封处是否有渗漏现象 (见图24),视情修整气门座凡尔线。
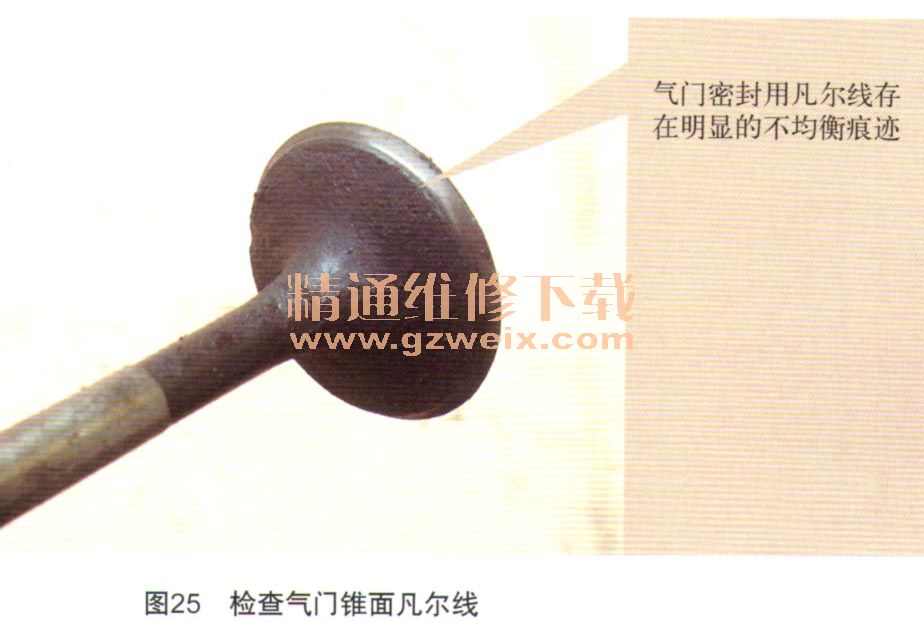
e)仔细检查气门锥面凡尔线是否超宽或凡尔线不均匀(见图25),如有凡尔线断线现象,建议最好更换新气门。
f)在新气门杆上涂二硫化钥润滑脂(或四冲程润滑油),从燃烧室侧旋入气门导管,将新气门油封装上气门导管,同时将 气门在气门导管孔内作上下运动,注意观察气门杆在气门油封处是否有密封粘性。
g)’依次装上气门弹簧上座、外弹簧和内弹簧(注意弹簧螺距较小的一端朝向气缸头)。
h)持气门弹簧压缩器压缩气门弹簧,使气门头从气门弹簧上座内锥面露出,将气门锁夹小心放入气门弹簧上座内锥面和气门杆锁夹槽间。用塑料或尼龙锤轻轻敲击气门杆端,使气门锁夹与气门弹簧上座内锥面及气门杆锁夹槽牢固结合。部分车型气门与气门导管、气门座圈技术参数如表1所示。

为了延长气门的使用寿命,必须依照各型号车辆的使用说明书要求进行适时的维护保养并切记以下几点:
a)气门杆身合金层出现脱落或产生烧蚀、裂纹等严重缺陷,应予以更换;气门杆身弯曲超过0.03mm、杆端顶部的歪斜偏摆超过0.02 mm时,可将凸起部分置于手动压力机上予以校正,然后放在专用V型铁上用百分表进行检测直至合格为止。校正不合格的气门应予更换,绝对不能勉强使用。
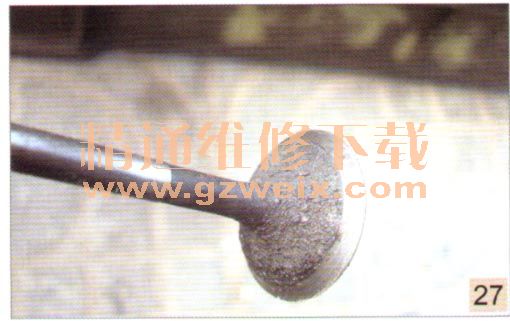
b)气门锥面上有黑色积炭和灰白色的氧化铅时(见图26、图27),可将其放在煤油溶液里浸泡2~3h,待气门盘部堆积物泡软后,再用木制刮器或铜丝刷清除干净。

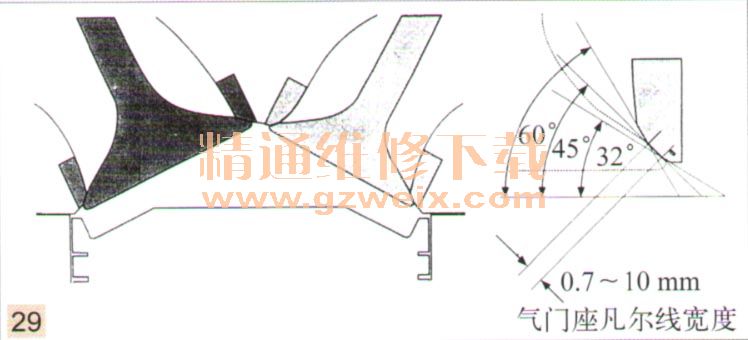
c)气门锥面上的轻微麻点、斑痕、凹坑等通常用手工研磨的方法来清除。研磨前先将气门、气门座及导管用汽油清洁干净,然后在锥面涂上一层薄薄的120#粗研磨砂(不宜过多,以免砂液流入导管孔内)并在杆部滴少许润滑油,再轻轻地旋入导管孔内。研磨时,持专用橡皮碗吸住气门的顶部,用双手捻转木柄来回旋转并不断变换位置。当气门工作面上磨出一条较整齐而无斑痕的接触环圈时,可将粗研磨砂洗去,再换用280#细研磨砂继续研磨,直至锥面上出现一条均匀的灰色无光的环圈为止,然后洗去研磨砂,滴上少许润滑油继续研磨约2 min即可。气门被修磨后与气门座是否吻合可用以下方法进行检查:1)在气门工作面上涂上薄而均匀的一层红丹油或蓝印油,轻轻地放人气门座内研磨数圈后取出,若气门座及锥面上有1圈不间断的痕迹存在,说明气门与气门座接触完全、密封良好;2)用4B或5B的软铅笔在锥面上划上若干条细线条(越均匀越好),然后将气门放入相配研的气门座内使之接触,旋转1/8~1/4圈后拔出,如锥面上的铅笔线条均被切断,也说明其密封状况良好;3)将气门安装在气门座中,用煤油或汽油(由于煤油渗透性较强,最好不要用其他油类代替),分别从气门的进出口处注入,静置4~5 min,若无油渗出,则说明锥面密封良好。此方法检查起来比较直观,操作也方便。不过,有一点需要指出,气门与气门座配研时要仔细观察气门与气门座上的接触位置和接触宽度。正确的接触位置应在锥面的中间(见图28),其接触宽度为0.7~1.0 mm(见图29),可用游标卡尺测量。如不符合要求,应分别使用32°、45°和60°气门座专用修整绞刀进行合适的修整,直至符合规定值为止。


")



